Dvojitý závitovkový prevod | Dvojité vedenie, plynule nastaviteľná vôľa

Duplexné (dvojvodičové) závitovkové súkolesia s rôznymi modulmi na ľavom a pravom boku – hrúbka zubov sa lineárne zväčšuje pozdĺž dĺžky závitovky, čo umožňuje nastavenie vôle takmer na nulu (±0,045 mm) axiálnym posunom závitovky bez zmeny geometrie kontaktu alebo zníženia nosnosti. Montáž vyžaduje zhodné značky šípok na závitovke aj kolese; referenčný zub s drážkou v tvare V nastavuje nulovú polohu vôle. Používajú sa v CNC otočných stoloch, presných frézkach, lisoch, teleskopických pohonoch a polohovacích osiach súradnicových měřicích strojov.
Prehľad produktu
Každý štandardný závitovkový pohon hromadí vôľu, pretože sa čelné plochy zubov opotrebúvajú. Opotrebovaný kov je preč – stredovú vzdialenosť nemožno zmenšiť a jediný spôsob, ako uzavrieť medzeru medzi bokom závitu závitovky a čelom zuba kolesa v štandardnom pohone, je vymeniť závitovku aj koleso. Je to drahé a časovo náročné, ale pre väčšinu priemyselných pohonov je to prijateľné, pretože špecifikácia vôle nie je kritická. V presných polohovacích pohonoch – otočné stoly CNC, posuvné systémy frézok, osi meracích strojov – je aj uhlová vôľa 0,05 mm príliš veľa. Vôľa 0,05 mm na rozstupovej kružnici závitovkového kolesa kolesa s priemerom 100 mm sa premieta do približne 3,4 oblúkových minút polohovej chyby, čo stačí na to, aby spôsobilo viditeľné nerovnosti povrchu na obrábanom obrobku. Spoločnosť Korea Ever-Power Worm Gear Co., Ltd vyrába duplexné závitovkové súkolesia – nazývané aj dvojvodičové závitovkové kolesá – ktoré riešia tento problém tým, že hrúbka zuba závitovky sa kontinuálne mení pozdĺž jej dĺžky, takže axiálny posun závitovky obnovuje pôvodnú vôľu bez výmeny akýchkoľvek komponentov. Toto duplexný závitovkový prevod sada je správnym riešením všade tam, kde je potrebné zachovať obojsmernú presnosť polohovania počas celej životnosti pohonu.
Ako funguje princíp dvojitého vedenia – Inžiniersky mechanizmus
Duplexný závitovkový mechanizmus sa vyrába s mierne odlišnými hodnotami stúpania na ľavom a pravom boku každého závitu. Rozdiel je malý, ale presne kontrolovaný – zvyčajne ide o niekoľko desatín milimetra rozdiel v axiálnom rozstupe medzi oboma bokmi. Dôsledkom tohto rozdielu je, že hrúbka zuba – meraná na rozstupovom valci – sa plynule zväčšuje od jedného konca závitovkového mechanizmu k druhému. Na tenkom konci závitovkového mechanizmu voľne zapadá do medzery zubov kolesa s merateľnou vôľou. Na hrubom konci závitovkového mechanizmu tesne zapadá s takmer nulovou vôľou. Medzera medzi po sebe idúcimi závitmi (šírka medzery zubov) sa zodpovedajúcim spôsobom zmenšuje – závit a medzera sú komplementárne.
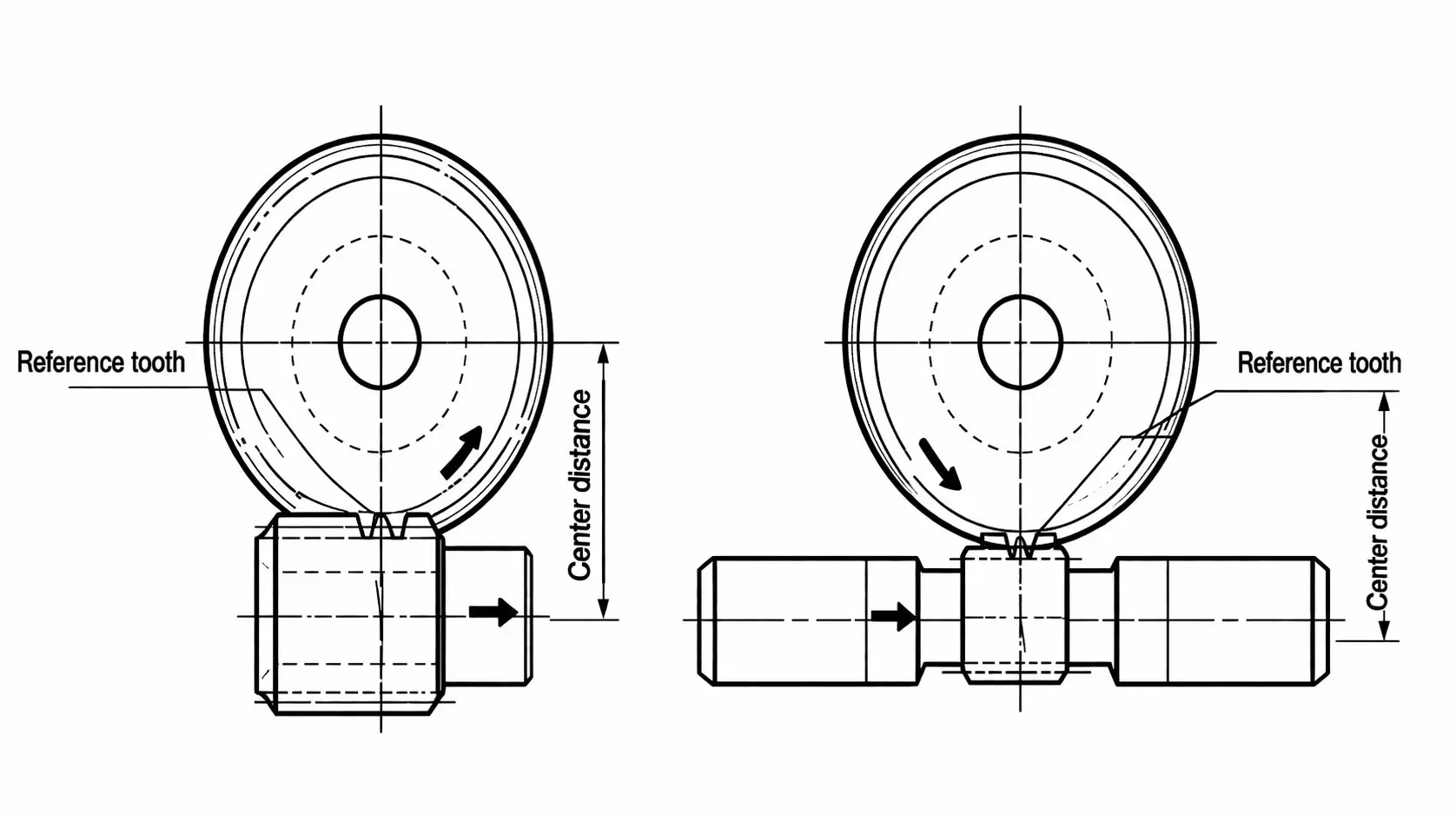
Nastavenie vôle sa vykonáva axiálnym posunutím závitovky tak, aby sa časť závitovky s požadovanou hrúbkou zuba dostala do kontaktu s kolesom, čím sa dosiahne požadovaná vôľa (obr. 1). Týmto spôsobom je možné vôľu pri montáži ozubeného kolesa nastaviť na ľubovoľnú požadovanú hodnotu. Dokonca aj silne opotrebované ozubené kolesá je možné jemne a plynule nastaviť bez zmeny geometrie kontaktu zubov alebo vytvárania interferencie v zábere – čo je kľúčová výhoda oproti všetkým alternatívnym metódam regulácie vôle.
Na závitovkovom kolese vytvárajú rôzne moduly na každom boku rôzne koeficienty modifikácie adičného bodu a rôzne priemery valivej kružnice na prednej strane oproti zadnej strane každého zuba kolesa. Kvôli tejto asymetrii sa profily zubov líšia vpredu a vzadu. Avšak – a to je kľúčové pre pochopenie fungovania duplexu – hrúbka každého zuba kolesa a medzery medzi zubami zostávajú po obvode kolesa konštantné. To znamená, že závitovka sa môže posunúť do ľubovoľnej axiálnej polohy a geometria zuba kolesa je vždy správne prispôsobená závitovke v tejto polohe. Neexistuje žiadna „preferovaná“ axiálna poloha s lepším kontaktom ako iné – kvalita kontaktu sa udržiava rovnomerne v celom rozsahu nastavenia.
Štyri alternatívne metódy nastavenia vôle – prečo každá z nich zlyháva
Predtým, ako sa duplexné závitovkové prevody rozšírili, inžinieri používali štyri iné metódy na reguláciu vôle v závitovkových pohonoch. Pochopenie toho, čo je zlé na každej z týchto alternatív, objasňuje, prečo je duplexné prevody vynikajúcim riešením pre aplikácie presného polohovania.
| Alternatívna metóda | Ako to funguje | Prečo je to problematické |
|---|---|---|
| Zmena vzdialenosti stredu excentrického náboja | Závitovkový hriadeľ aj hriadeľ kolesa sú namontované v excentrickom náboji, ktorý sa otáča, aby sa zmenila stredová vzdialenosť | Posunutie stredovej vzdialenosti mení kontaktný vzor – závitovka a koleso boli navrhnuté pre špecifickú stredovú vzdialenosť a odchýlka posúva kontaktnú zónu smerom k hrotu alebo koreňu zuba, čím sa zmenšuje kontaktná plocha a zvyšuje sa koncentrácia napätia na zuboch. Účinnosť sa znižuje, pretože geometria olejového filmu v zábere je narušená. Každé nastavenie spôsobuje značné opotrebenie pri rozbehu, pretože novo umiestnená kontaktná zóna sa zabehne. |
| Axiálny posun kužeľového závitovky | Závitovka je vyrobená s miernym zúžením – s väčším priemerom na jednom konci – a axiálne posunutá, aby sa s kolesom dostala do kontaktu časť s rôznym priemerom. | Kužeľový závitovník mení efektívny priemer rozstupu zubov pri svojom posune, čím sa mení smer normály kontaktu a uhol tlaku v mieste záberu. To znamená, že nastavený pohon už nepracuje s konštrukčným uhlom tlaku – zaťaženie na bokoch zubov sa mení a v závažných prípadoch môže geometria zubov spôsobiť kontakt s hranou. Výroba správne kužeľového závitovníka s požadovanou presnosťou profilu je tiež technicky náročná. |
| Rozdelený červ – dve polovice (Ott systém) | Závitovka je rozdelená na dve polovice, ktoré sú voči sebe otočené alebo axiálne posunuté, čo spôsobuje zväčšenie efektívnej hrúbky závitu. | Rozdelenie závitovky vytvára geometrickú nepravidelnosť v rovine rozdelenia – profily závitov v mieste spoja nie sú súvislé. Táto nepravidelnosť sa prejavuje ako periodický hluk a vibračný výkyv vždy, keď rovina rozdelenia prechádza cez sieť. Zarovnanie dvoch polovíc v mieste rozdelenia je kritické a pri prevádzkovom zaťažení je ťažké ho udržať. Riziko nesprávnej montáže – jedna polovica otočená o nesprávny uhol – čo spôsobí okamžité poškodenie zubov, je vysoké. |
| Delené koleso – dva disky | Závitovkové koleso je rozdelené na dva súosové disky, ktoré sú voči sebe otočené tak, aby efektívna šírka zuba vypĺňala medzeru závitu závitovky súčasne z oboch strán. | Podobne ako delená závitovka, aj dvojkotúčové koleso zavádza nerovnováhu zaťaženia medzi dvoma kotúčmi. Kotúč, ktorý preberá zaťaženie hnacieho boku, nesie plný krútiaci moment pri prvom kontakte; druhý kotúč je zaťažený iba do tej miery, do akej jeho uhlové posunutie presne zodpovedá prvému. Výroba a nastavenie tohto uhlového vzťahu dostatočne presne na rovnomerné rozdelenie zaťaženia je mimoriadne náročné. Zostava je tiež inherentne tuhšia v krútení a náchylnejšia na trenie medzi plochami rozhrania kotúča v kontaktnej zóne. |
Všetky štyri metódy majú rovnaký základný problém, ktorý je uvedený v technickej literatúre: Úpravy a opätovné úpravy narúšajú geometricky presné zapojenie. Posúvajú kontaktnú profilovú zónu a menia jej tvar a veľkosť. Tým znižujú nosnosť a zhoršujú účinnosť. Každé nastavenie spôsobuje značné opotrebenie pri rozbehu. Riziko nesprávnej montáže a zničenia závitovkového prevodu je značné.
Dvojité závitovkové prevody nespôsobujú žiadny z týchto problémov. Vždy umožňujú geometricky presný kontakt zubov a veľmi jemné nastavenie vôle. Kontaktná plocha, nosnosť a skutočná účinnosť nie sú nastavením ovplyvnené. Okrem toho, pretože dvojzubové zuby sú vyrobené s evolventným tvarom zubov, nie sú citlivé na zmeny stredovej vzdialenosti – napríklad spôsobené vychýlením závitovkového hriadeľa pri zaťažení – čo je ďalšia výhoda spoľahlivosti pri vysoko zaťažených presných pohonoch.
Duplex verzus alternatívy – čo sa zmení po úprave vôle
Toto porovnanie je hlavným technickým argumentom pre špecifikáciu duplexu v presných pohonoch. Stĺpec „po nastavení“ zachytáva, čo sa skutočne stane s pohonom po každom nastavení vôle – informácie, ktoré určujú, či si pohon zachová svoju špecifikáciu presnosti polohovania pri opakovaných nastaveniach počas životnosti.
| Faktor | Duplexný závitovkový systém (axiálny posun) | Excentrický náboj (posun do stredu) | Rozdelený závitovkový systém / Rozdelené koleso |
|---|---|---|---|
| Geometria kontaktu po nastavení | Nezmenené – geometricky presné vo všetkých polohách | Posunuté smerom ku hrotu alebo koreňu – zmenšená kontaktná plocha | Periodická nepravidelnosť v rozdelenej rovine – vibračný impulz |
| Nosnosť po nastavení | Neovplyvnené – rovnaké ako pred úpravou | Znížená — menšia efektívna kontaktná plocha | Znížená nerovnováha zaťaženia medzi rozdelenými polovicami |
| Nastavenie opotrebenia pri rozbehu | Žiadne – plynulé premiestnenie, žiadna nová kontaktná zóna | Významné – zakaždým sa musí vytvoriť nová kontaktná zóna | Významná – nerovnomernosť rozdelenej roviny spôsobuje prudký nárast opotrebenia |
| Citlivosť na stredovú vzdialenosť | Necitlivý – evolventný tvar umožňuje zmenu stredovej vzdialenosti | Citlivé – musí sa presne vrátiť do projektovanej stredovej vzdialenosti | Citlivé – uhlové zarovnanie polovíc musí byť presné |
| Opakovateľnosť nastavenia | Vynikajúce – rovnaký axiálny posun zakaždým obnoví rovnakú vôľu | Variabilná – excentrická poloha musí byť presne nastavená a zaistená | Slabé – zarovnanie v polovičnej polohe je ťažké opakovať |
| Riziko montáže | Nízke – jasné šípky zabraňujú nesprávnej orientácii | Mierne – excentrický zámok musí byť správne nastavený | Vysoká – nesprávna polovičná rotácia spôsobuje okamžité poškodenie zubov |
Dôležité montážne pokyny – Prečítajte si ich pred inštaláciou
Dvojité závitovkové prevody sa líšia modulom medzi pravou a ľavou stranou zubov. Táto asymetria znamená, že sada má špecifickú správnu orientáciu – a iba jednu správnu orientáciu. Inštalácia závitovky v nesprávnom smere spôsobí, že stredová vzdialenosť bude väčšia ako nominálna, čo sťažuje montáž a spôsobuje nesprávny záber zubov, ktorý sa nedá opraviť axiálnym nastavením. Pred montážou si overte oba aspekty uvedené nižšie.

1. Overenie orientácie zostavy
Šípka označujúca správnu orientáciu montáže je vyrazená na dvojitom závitovkovom kolese aj na závitovkovom kolese. Pri montáži umiestnite závitovkové koleso tak, aby jeho značka šípky smerovala dopredu (smerom k vám). Závitovku orientujte tak, aby smer jej značky šípky sa zhodoval so smerom značky šípky na kolese – obe šípky smerujú rovnakým smerom. Ak je montáž nesprávna, stredová vzdialenosť „a“ sa zväčší ako menovitá konštrukčná hodnota, čo bude mať za následok ťažkosti s dokončením montáže a v prípade núteného záberu dôjde k nesprávnemu záberu ozubeného kolesa, ktorý spôsobuje nadmerný hluk, vibrácie a zrýchlené opotrebovanie zubov už od prvej otáčky.
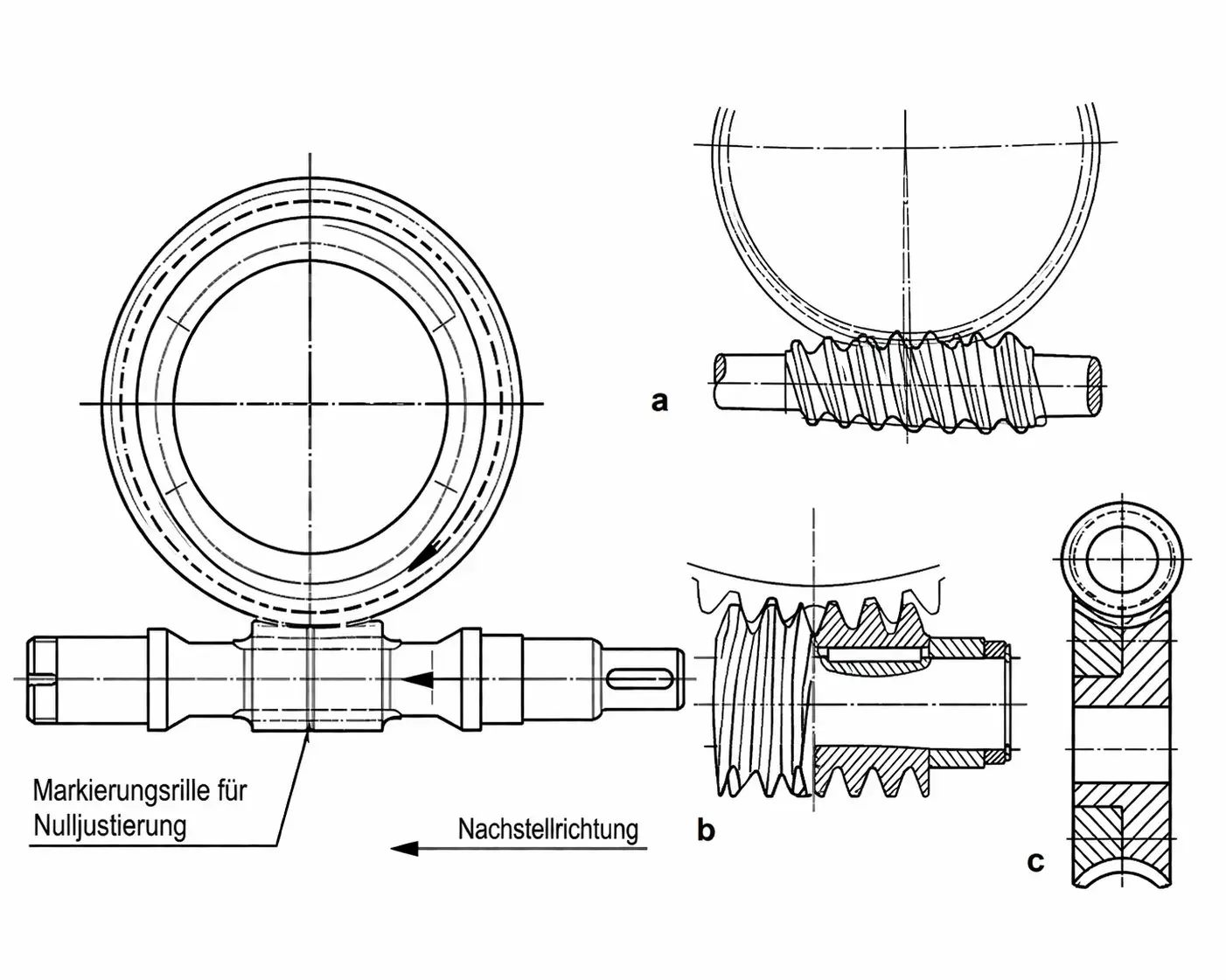
2. Overenie referenčnej polohy pre nulovú vôľu
Drážka v tvare V (60°, hĺbka 0,3 mm) vyrezaná na hrotovom obvode jedného špecifického zuba dvojitého závitovkového kolesa označuje referenčný zub. Tento referenčný zub je zub v axiálnej polohe, ktorý vytvára takmer nulovú vôľu (±0,045 mm), keď je umiestnený v zarovnaní so stredom otáčania závitovkového kolesa, pričom stredová vzdialenosť je nastavená na nominálnu konštrukčnú hodnotu „a“. Postup nastavenia nulovej vôle je: (1) nastavte stredovú vzdialenosť krytu na nominálnu hodnotu „a“; (2) otáčajte závitovkovým kolesom, kým referenčný zub drážky v tvare V nie je zarovnaný s osou otáčania kolesa; (3) zaistite kryt závitovkového kolesa alebo nastavenie ložiska v tejto polohe. Pre aplikácie vyžadujúce mierne kladnú vôľu (na prispôsobenie tepelnej rozťažnosti alebo na zabránenie zaseknutia zuba pri zaťažení) posuňte závitovkový koleso axiálne smerom k tenšiemu koncu o vypočítanú hodnotu pred zaistením.
⚑ Servisná poznámka: Keď sa ozubené koleso počas prevádzky opotrebuje a vôľa sa zväčšuje, posuňte závitovku axiálne smerom k hrubšiemu koncu o požadovanú hodnotu (vypočítanú zo špecifikácie rozdielu predstihu dodanej s každou sadou). Toto nastavenie obnoví pôvodnú takmer nulovú vôľu bez demontáže prevodovky – vo väčšine konštrukcií je axiálna poloha závitovkového hriadeľa nastaviteľná pomocou závitového koncového uzáveru alebo podložky. Po každom nastavení znovu kalibrujte prístroj na meranie vôle, aby ste pred opätovným uvedením stroja do prevádzky potvrdili obnovenú hodnotu.
Aplikácie – kde je kontrola vôle kritická z hľadiska bezpečnosti alebo obmedzuje presnosť
Dvojité závitovkové prevody sa používajú všade tam, kde je vôľa nežiaduca alebo môže byť škodlivá: na udržanie opakovaného vysoko presného polohovania v oboch smeroch, na zabránenie poškodenia impulzným zaťažením pri striedaní kontaktných bokov a v pohonoch, kde sa chyby polohovania časom hromadia. Medzi typické aplikácie patria otočné a naklápacie stoly, frézky a lisy. Nasledujúce príklady poskytujú technický kontext pre špecifické požiadavky na vôľu každej aplikácie.
- ▶CNC otočné stoly so 4. a 5. osou — Presnosť uhlového polohovania otočného stola obrábacieho centra priamo určuje rozmerovú presnosť obrábaných prvkov na obrobku. Vôľa 0,1 mm pri polomere stúpania 150 mm sa premieta do chyby polohy 2,3 oblúkových minút, čo vytvára viditeľný schodík na obrábanom povrchu, keď stôl zmení smer otáčania pri dokončovacom prechode. Dvojitý závitovkový pohon nastavený na vôľu ±0,045 mm na rozstupovej kružnici závitovkového kolesa sa premieta do chyby polohy približne 0,2 – 0,5 oblúkových minút – čo je pod prahovou hodnotou pre viditeľné chyby obrobku pri štandardných rýchlostiach posuvu pri obrábaní.
- ▶Posuvy stola presných frézok — Pohony posuvu stola na frézkach s lôžkom používajú závitovkové prevody na priečny a pozdĺžny posuv. Vôľa v posuve stola sa prejavuje ako „zotrvanie“, keď sa smer posuvu zmení – stôl sa nepohne o vzdialenosť rovnajúcu sa vôli a potom ju náhle dobieha. To pri každej zmene smeru vytvára na obrábanom profile ploché miesto alebo schodík. Dvojité závitovkové pohony udržiavajú konzistentný pohyb posuvu v oboch smeroch, čo umožňuje obojsmerné obrábanie tvaru bez korekčných posunov spätného posuvu, ktoré sú potrebné na kompenzáciu vôle v štandardných závitovkových pohonoch.
- ▶Mechanické lisy a tvárniace zariadenia — Pohony polohy piestu na presných raziacich a tvarovacích lisoch musia vrátiť piest do presnej referenčnej polohy (zvyčajne s toleranciou ±0,02 mm) pre každý zdvih, aby sa zachovala konzistentná geometria dielu počas celej výrobnej série. Vôľa v pohone spôsobuje, že poloha piestu je v momente obrátenia neurčitá – piest sa môže zastaviť v akejkoľvek polohe v rámci pásma vôle. Počas výrobnej série s tisíckami zdvihov to spôsobuje rozmerové odchýlky, ktoré znižujú kvalitu dielu a môžu spôsobiť poškodenie nástrojov, ak sa piest dotkne súpravy matrice pod uhlom.
- ▶Pohony pre azimut/eleváciu ďalekohľadu a antény — Astronomické teleskopy a komunikačné antény musia nepretržite sledovať cieľovú polohu a striedať sa medzi fázami zrýchlenia a spomalenia. Vôľa spôsobuje pri každom obrátení „skok“ v uhle nasmerovania – pohon musí zrýchliť cez medzeru vôle predtým, ako sa záťaž opäť zapne. Tento skok je viditeľný ako krátkodobá strata presnosti sledovania, merateľná na snímači polohy. Pri rádioteleskopoch a optických systémoch s vysokým rozlíšením táto chyba priamo znižuje kvalitu signálu zo sledovaného zdroja.
- ▶Osi súradnicových meracích strojov (CMM) — Rotačné a naklápacie osi súradnicových meracích strojov (CMM) musia umiestniť hrot sondy s presnosťou ±1–5 µm od požadovanej polohy. Na rozstupovej kružnici závitovkového kolesa typickej rotačnej osi CMM sa už vôľa závitovkového kolesa s hodnotou ±0,045 mm premieta do chyby uhlovej polohy. Z tohto dôvodu rotačné osi CMM zvyčajne používajú predpätý závitovkový pohon – duplexnú sadu nastavenú za nulovú vôľu na mierne predpätie – aby sa úplne eliminovalo mŕtve pásmo vôle. Predpätý stav vyžaduje starostlivé nastavenie, aby sa predišlo nadmernému treniu, ktoré by iným spôsobom zhoršilo opakovateľnosť polohovania.

Výrobné zariadenie
Výroba duplexných závitovkových prevodov vyžaduje presnejšiu rozmerovú kontrolu ako výroba štandardných závitoviek, pretože rozdiel stúpania medzi bokmi musí byť udržiavaný v užšej tolerancii – akákoľvek chyba v rozdiele stúpania priamo spôsobuje chybu v rozsahu nastavenia vôle. Spoločnosť Korea Ever-Power používa na brúsenie duplexných závitovkových závitoviek špecializované presné NC brúsky na ozubené kolesá s meraním počas procesu na overenie rozdielu stúpania vo viacerých axiálnych polohách predtým, ako sa závitovka uvoľní z brúsnej operácie.
 |
 |
 |
 |
Súvisiace komponenty

K dispozícii sú štandardné závitovkové a kolesové súpravy pre všeobecné priemyselné pohony spolu s duplexnými konfiguráciami pre presné aplikácie. presný závitovkový redukčný prevod puzdrá s dvojitými závitovkovými hriadeľmi a nastaviteľnými uloženiami závitovkových ložísk a kompletné katalóg komponentov závitovkových pohonov, sú dostupné od toho istého výrobcu. Špecifikácie rozdielu vedenia a dátové listy o nastavení vôle sú dodávané s každou duplexnou sadou.
Často kladené otázky
Čo sa presne stane, ak je duplexný závitovkový systém zostavený v nesprávnej orientácii (šípky sa nezhodujú)?
Závitovka a koleso sú navrhnuté pre špecifickú relatívnu orientáciu, pretože závit je na jednom konci hrubší. Ak sa závitovka otočí, hrubý koniec závitu sa dostane do medzier medzi zubami, ktoré sú určené pre tenší koniec – stredová vzdialenosť „a“ medzi osami hriadeľa sa zväčší ako nominálna konštrukčná hodnota. V praxi to znamená, že puzdro buď nemožno skrutkami uzavrieť (ak je interferencia veľká), alebo sa dá uzavrieť, ale pri prvom otočení dochádza k zaseknutiu a nadmernému treniu. Ak sa zatlačí za toto zaseknutie, boky zubov sa pri vysokom namáhaní dotknú v nesprávnych polohách a okamžite dôjde k poškodeniu zubov. Šípky existujú špeciálne na to, aby sa tejto chybe zabránilo – ich overenie trvá 30 sekúnd a zabraňuje okamžitému zničeniu ozubeného kolesa.
Koľkokrát je možné pohon prestaviť predtým, ako je potrebné vymeniť závitovku?
V zásade je možné pohon nastavovať donekonečna, pokiaľ si čelné plochy zubov závitovky a čelné plochy zubov kolesa zachovávajú dostatočnú hrúbku materiálu a kvalitu povrchu. Závitovka má konečný užitočný rozsah nastavenia – vzdialenosť od tenkého konca k hrubému koncu – ktorá zodpovedá špecifickému množstvu nahromadeného opotrebenia na čelnej ploche zuba kolesa. Keď sa závitovka posunie do svojej maximálnej nastavovacej polohy a vôľa je stále mimo špecifikácie, zuby kolesa sa opotrebovali nad konštrukčnú hranicu a súprava sa musí vymeniť. V praxi, pre správne mazaný pohon pracujúci v rámci menovitého zaťaženia, je možné dvojitú závitovkovú súpravu pred výmenou nastaviť 3 až 6-krát počas jej životnosti, čím sa životnosť v porovnaní so štandardnou závitovkovou súpravou efektívne znásobí faktorom 3 až 6.
Je dvojitá závitovková súprava zameniteľná so štandardnou závitovkovou súpravou rovnakého modulu?
Nie – duplexný závitovkový mechanizmus sa nedá použiť so štandardným závitovkovým kolesom a štandardný závitovkový mechanizmus sa nedá použiť s duplexným závitovkovým kolesom. Profily zubov kolesa vpredu a vzadu sa v duplexnej sade líšia; použitie nesprávneho závitovkového mechanizmu spôsobí nesprávny kontakt na jednej strane a žiadny kontakt na druhej. Osová vzdialenosť, modul a uhol tlaku sú nominálne rovnaké medzi duplexnou a štandardnou verziou, ale závitovkový mechanizmus a koleso sa musia vždy používať ako párované páry z rovnakej duplexnej konštrukcie.
Dá sa duplexná jednotka nastaviť za nulovú vôľu do predpätia?
Áno – posunutie závitovky axiálne ďalej smerom k hrubšiemu koncu za polohu s nulovou vôľou vytvára malé predpätie (záporná vôľa). Predpäté závitovkové pohony úplne eliminujú mŕtve pásmo vôle a používajú sa v rotačných osiach súradnicových meracích strojov (CMM) a vysoko presných polohovacích stoloch. Predpätie však zvyšuje trenie v zábere, čo zvyšuje spotrebu energie a generuje viac tepla a výrazne urýchľuje opotrebovanie zubov, pretože olejový film je pri konštantnom stlačení tenší. Pre väčšinu aplikácií je lepšou rovnováhou medzi presnosťou polohovania a životnosťou nastavenie vôle na ±0,045 mm namiesto plného predpätia.
Aká trieda presnosti je k dispozícii pre duplexné závitovkové prevody?
Dvojité závitovkové prevody sa vyrábajú v triedach presnosti DIN od DIN6 do DIN9. Pre aplikácie s otočnými stolmi a frézkami je štandardnou špecifikáciou DIN6 (chyba stúpania jedného zuba ±8–12 oblúkových sekúnd pri M5). Pre aplikácie s teleskopmi a súradnicovými meracími strojmi je na požiadanie k dispozícii DIN5 s predĺženou dodacou lehotou pre dodatočné brúsne a overovacie operácie. Kontaktujte nás s vašimi požiadavkami na presnosť uhlového polohovania, modulom a počtom zubov kolesa – odporučíme vám vhodnú triedu DIN a poskytneme cenu a dodaciu lehotu pre vašu konkrétnu konfiguráciu.
Recenzie zákazníkov
Kim Hyun-jae — Aplikačný inžinier CNC, Seoul Machine Tool Co. (4. štvrťrok 2025)
Potrebovali sme závitovkový pohon s nulovou vôľou pre modernizáciu presného otočného stola na päťosovom obrábacom centre. Dodali sme duplexnú súpravu od spoločnosti Korea Ever-Power – trieda DIN6 M5, Z60, koleso z cínového bronzu. Uhlová opakovateľnosť meraná sondou Renishaw AxiSet: ±9 oblúkových sekúnd obojsmerne. Po 6 mesiacoch nepretržitej obojsmernej kontúrovacej prevádzky bola nameraná vôľa 0,038 mm – stále v rámci špecifikácie ±0,045 mm bez akejkoľvek úpravy. Spoločnosť Korea Ever-Power dodala spolu so súpravou špecifikáciu rozdielu stoupania a postup nastavenia vôle, ktoré náš aplikačný tím potreboval pre dokumentáciu k integrácii stroja.
Park Jin-woo — Konštrukčný inžinier, Gyeonggi Precision Equipment (1. štvrťrok 2026)
Porovnali sme duplexné závitovkové pohony s predpätými guľôčkovými skrutkami pre os presného polohovania lisu. Duplexný závitovkový pohon zvíťazil na základe troch kritérií: nosnosť pri excentrickom lisovacom zaťažení, samosvorná bezpečnosť pri poklese hydraulického tlaku a náklady na inštaláciu. Inžiniersky tím spoločnosti Korea Ever-Power poskytol špecifikáciu rozdielu prednosti a pracovný príklad nastavenia axiálnej polohy závitovkového pohonu pre našu špecifickú cieľovú vôľu 0,030 mm. Montáž bola jednoduchá – značky šípok sú jasne viditeľné a referenčný zub drážky V sa dá ľahko identifikovať. Prvá výrobná dávka bola dodaná do 24 dní.
Čoj Dong-džun — Technický nákupca, Incheon Measurement Systems (začiatok roka 2026)
Získali sme duplexné sady pre rotačnú os súradnicového meracieho stroja. Takmer nulová vôľa je kritická pre presnosť obrátenia našej skenovacej dráhy – v riadiacej jednotke CMM nemôžeme použiť kompenzáciu vôle, pretože spätná väzba z enkodéra je príliš pomalá na zachytenie mŕtveho pásma pri našej rýchlosti sondy. Spoločnosť Korea Ever-Power poskytla spolu s dodávkou údaje o referenčnej polohe drážky V a postup overenia vôle. Všetky tri sady vzoriek merali vôľu 0,041 – 0,046 mm pri špecifikovanej nominálnej stredovej vzdialenosti – čo je v súlade so špecifikáciou ±0,045 mm. Dodanie bolo 23 dní od potvrdenia objednávky.
Och Sung-woo — Inžinier pohonu ďalekohľadu, vybavenie observatória v Pusane (3. štvrťrok 2025)
Na prenosných teleskopoch výskumnej triedy používame pre azimutálnu os duplexné závitovkové pohony. Kľúčovou požiadavkou je, aby pohon nepretržite sledoval jeden smer niekoľko hodín bez obrátenia, potom sa otočil späť a obnovil sledovanie – vôľa pri obrátení nesmie spôsobiť, že cieľ v momente zmeny smeru vyskočí zo zorného poľa. S duplexným nastavením vôle 0,040 mm na našom kolese M6 Z80 (polomer rozstupu 240 mm) je uhlový skok pri obrátení 0,57 oblúkových minút – pod našou hranicou 1 oblúkovej minúty. Spoločnosť Korea Ever-Power bola jediným dodávateľom, ktorý pochopil aplikáciu a dokázal špecifikovať správny rozdiel predpätia pre náš modul a stredovú vzdialenosť bez toho, aby si vyžadoval poplatok za inžiniersku štúdiu.
Balenie a doprava

Každá sada obojstranne spárovaných materiálov je jednotlivo zabalená v antikoróznom papieri a zatavená v polyetylénovom vrecku. Súčasťou každej sady je špecifikácia rozdielu elektród a dátový list s údajmi o nastavení vôle. Vonkajšie balenie v pevnom kartóne alebo drevenej debne v závislosti od množstva. Medzinárodné doručenie spoločnosťami DHL, FedEx, TNT alebo UPS. Platba: T/T alebo L/C pred odoslaním.
Doplňujúce informácie
| Redaktor | Cxm |
|---|
Súvisiace produkty
-

Závitovka a závitovkové prevody z legovanej ocele pre autodiely
-

Zákazková sada závitovkových prevodov | OEM/ODM, prevodový pomer 20:1 – 300:1, kompletné pokrytie materiálov a typov prevodov
-

Nerezový závitovkový prevod pre CNC | ANSI/DIN, modul 1–3, tvrdosť 55–60 HRC
-

Valcové závitovkové koleso | Sieťový kontakt, vysoká nosnosť, bronz a liatina
-

Mosadzné závitovkové koleso | M0,5, sada 20T × 1T
-

Závitovka a koleso | Modul M3–M12, prevodový pomer 20:1–300:1, lineárny kontaktný prenos
-

Plastový závitovkový prevod | POM a nylon, modul M0.2–M2.0, samomazací pohon

























