Дуплексна червячна предавка | Двуканална, безстепенно регулируем хлабинен ход

Дуплексни (двуканални) червячни зъбни колела с различни модули от лявата и дясната страна — дебелината на зъба се увеличава линейно по дължината на червяка, което позволява регулиране на луфта до почти нула (±0,045 мм) чрез аксиално изместване на червяка, без да се променя геометрията на контакта или да се намалява товароносимостта. Сглобяването изисква съвпадащи стрелки както на червяка, така и на колелото; V-образен референтен зъб задава позицията на нулева луфта. Прилага се в ротационни маси с ЦПУ, прецизни фрезови машини, преси, телескопични задвижвания и оси за позициониране на CMM.
Преглед на продукта
Всяко стандартно червячно задвижване натрупва хлабина, тъй като повърхностите на зъбите се износват. Износеният метал е изчезнал - централното разстояние не може да бъде намалено и единственият начин да се затвори празнината между страничната част на резбата на червяка и повърхността на зъба на колелото в стандартно задвижване е да се сменят както червякът, така и колелото. Това е скъпо и отнема време, но за повечето индустриални задвижвания е приемливо, тъй като спецификацията на хлабината не е критична. При прецизните позициониращи задвижвания - въртящи се маси с ЦПУ, системи за подаване на фрези, оси на измервателни машини - дори ъглов хлабина от 0,05 мм е твърде много. Хлабина от 0,05 мм на делителния кръг на червячното колело на колело с диаметър 100 мм се превръща в приблизително 3,4 дъгови минути позиционна грешка, достатъчна, за да причини видими неравности на повърхността на обработения детайл. Korea Ever-Power Worm Gear Co., Ltd произвежда дуплексни червячни зъбни колела - наричани още червячни зъбни колела с двоен водещ ход - които решават този проблем, като правят дебелината на зъба на червяка да се променя непрекъснато по дължината му, така че аксиалното изместване на червяка възстановява оригиналната хлабина, без да се подменят никакви компоненти. Това дуплексна червячна предавка Комплектът е правилното решение, когато трябва да се поддържа точност на двупосочно позициониране през целия експлоатационен живот на задвижването.
Как работи принципът на двойния проводник — Инженерният механизъм
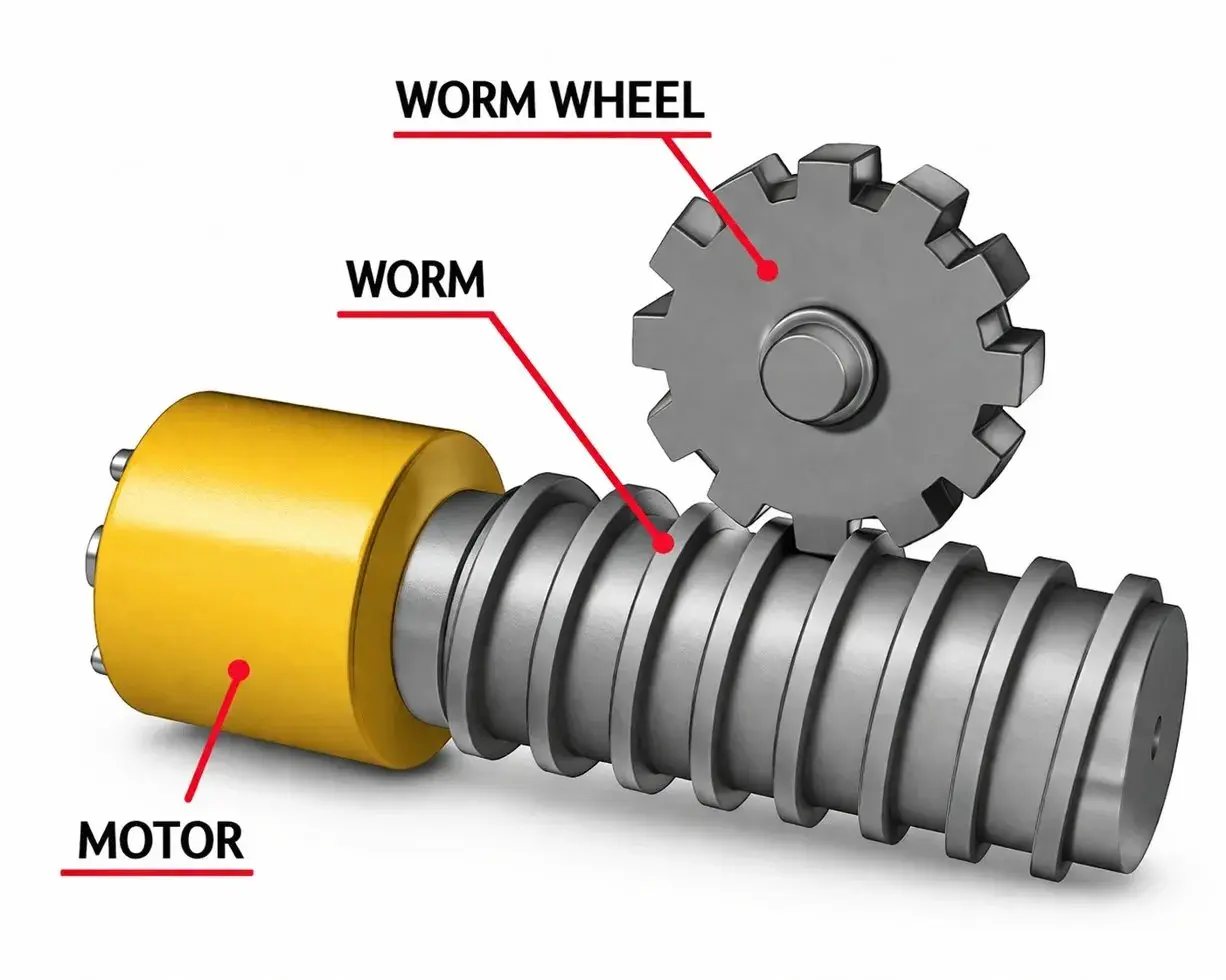
Дуплексният червяк се произвежда с леко различни стойности на стъпката на лявата и дясната страна на всяка резба. Разликата е малка, но прецизно контролирана - обикновено няколко десети от милиметъра разлика в аксиалната стъпка между двете страни. Последицата от тази разлика е, че дебелината на зъба - измерена при стъпковия цилиндър - се увеличава непрекъснато от единия край на червяка до другия. В тънкия край резбата на червяка приляга свободно в зъбната междина на колелото с измерим хлабинен ход. В дебелия край резбата на червяка приляга плътно с почти нулев хлабинен ход. Разстоянието между последователните резби (ширината на зъбното пространство) намалява съответно - резбата и разстоянието са допълващи се.
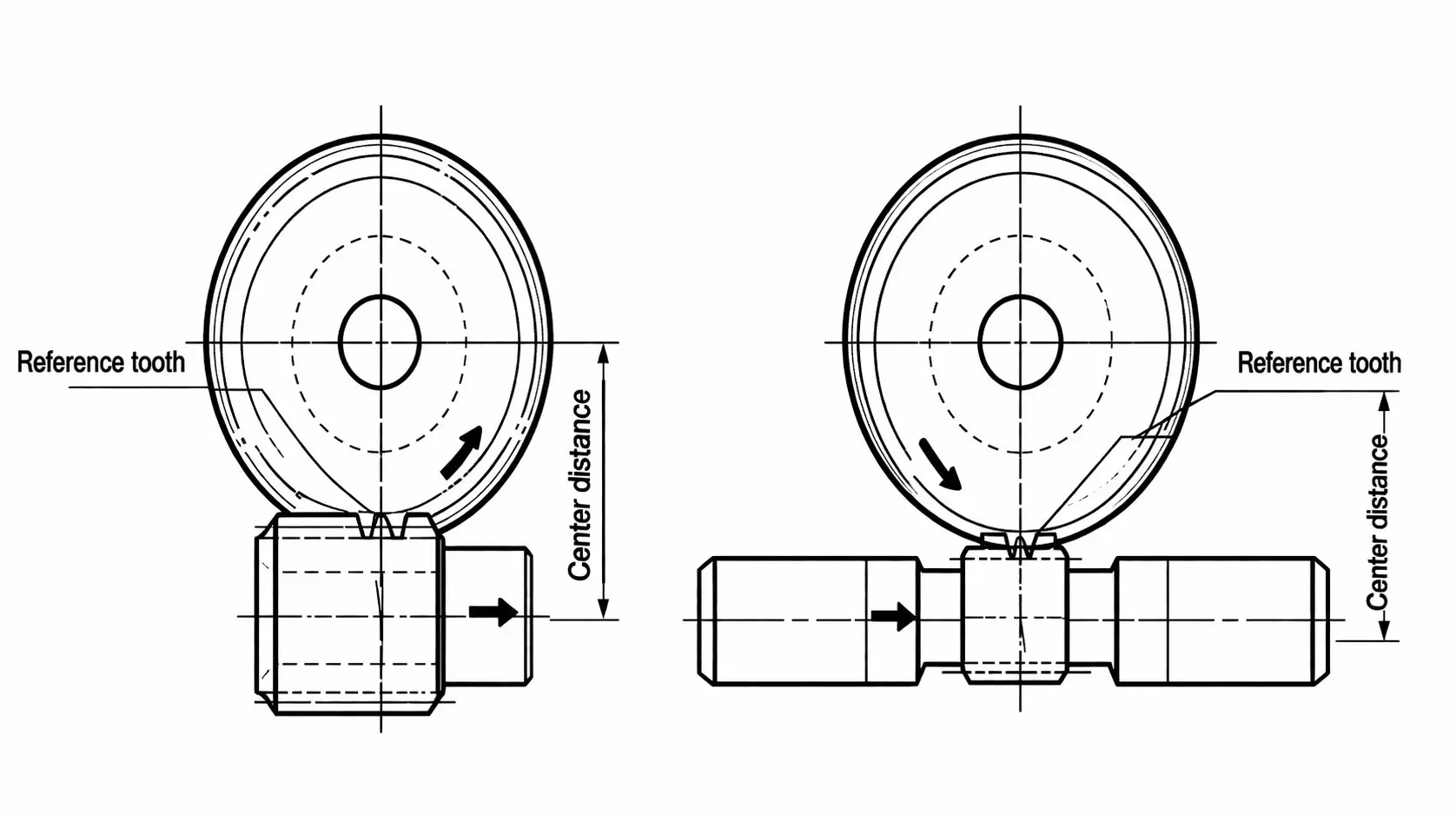
Регулирането на хлабината се извършва чрез аксиално изместване на червяка, така че секцията на червяка с необходимата дебелина на зъба да влезе в контакт с колелото, осигурявайки желаната хлабина (фиг.1). По този начин хлабината може да се регулира на всяка желана стойност при монтаж на зъбното колело. Дори силно износени зъбни колела могат да се регулират деликатно и непрекъснато, без да се променя геометрията на контакта на зъбите или да се създават смущения в зацепването - ключово предимство пред всеки алтернативен метод за контрол на хлабината.
При червячното колело, различните модули на всеки фланг произвеждат различни коефициенти на модификация на адендума и различни диаметри на търкалящ се кръг от предната страна спрямо задната страна на всеки зъб на колелото. Поради тази асиметрия, профилите на зъбите се различават отпред и отзад. Въпреки това - и това е от решаващо значение за разбирането защо дуплексът работи - дебелината на всеки зъб на колелото и пролуките между зъбите остават постоянни по обиколката на колелото. Това означава, че червякът може да се измести във всяка аксиална позиция и геометрията на зъба на колелото винаги е правилно съобразена с червяка в тази позиция. Няма „предпочитано“ аксиално местоположение с по-добър контакт от другите - качеството на контакт се поддържа равномерно в целия диапазон на регулиране.
Четири алтернативни метода за регулиране на хлабината - защо всеки от тях е неуспешен
Преди дуплексните червячни зъбни колела да станат широко разпространени, инженерите са използвали четири други метода за контрол на хлабината в червячните задвижвания. Разбирането на това, какво не е наред с всяка от тези алтернативи, обяснява защо дуплексните зъбни колела са превъзходното решение за приложения с прецизно позициониране.
| Алтернативен метод | Как работи | Защо е проблематично |
|---|---|---|
| Вариация на разстоянието между центровете на ексцентричната главина | Както червячният вал, така и валът на колелото са монтирани в ексцентрична главина, която се върти, за да промени разстоянието между центровете | Преместването на централното разстояние променя модела на контакт — червякът и колелото са проектирани за специфично централно разстояние, а отклонението измества контактната зона към върха или основата на зъба, намалявайки контактната площ и увеличавайки концентрацията на напрежение върху зъба. Ефективността се влошава, защото геометрията на масления филм в зацепването се нарушава. Всяко регулиране причинява значително износване при стартиране, тъй като новопозиционираната контактна зона се сработва. |
| Аксиално изместване на коничния червей | Червеят е направен с леко скосяване - с по-голям диаметър в единия край - и е изместен аксиално, за да приведе в контакт секция с различен диаметър с колелото. | Коничният червяк променя ефективния диаметър на стъпката на зъбците при изместване, променяйки нормалната посока на контакт и ъгъла на натиск върху зацепването. Това означава, че регулираното задвижване вече не работи при проектния ъгъл на натиск — натоварването върху страничните стени на зъба се променя и в тежки случаи геометрията на зъба може да доведе до контакт по ръба. Производството на правилно коничен червяк с необходимата точност на профила също е технически взискателно. |
| Разделен червей — две половини (система на От) | Червеят е разрязан на две половини, които са завъртени или аксиално изместени една спрямо друга, което води до увеличаване на ефективната дебелина на резбата. | Разделянето на червяка създава геометрична неравност в равнината на разделяне — профилите на резбата в съединението не са непрекъснати. Тази неравност се проявява като периодичен шум и вибрационен пик всеки път, когато равнината на разделяне преминава през мрежата. Подравняването на двете половини в мястото на разделяне е критично и трудно за поддържане при експлоатационни натоварвания. Рискът от неправилно сглобяване — едната половина е завъртяна под неправилен ъгъл — причинявайки незабавно увреждане на зъба, е висок. |
| Разделено колело — два диска | Червячното колело е разделено на два коаксиални диска, които се завъртат един спрямо друг, така че ефективната ширина на зъба запълва междината на червячната резба едновременно от двете страни. | Подобно на разцепения червяк, двудисковото колело въвежда дисбаланс на натоварването между двата диска. Дискът, който поема натоварването от задвижващия ръб, носи пълния въртящ момент при първия контакт; вторият диск е натоварен само до степен, в която ъгловото му изместване съвпада точно с първия. Производството и настройването на това ъглово съотношение достатъчно точно, за да се разпредели натоварването равномерно, е изключително трудно. Сглобката е също така по своята същност по-твърда на усукване и по-податлива на износване между повърхностите на диска в контактната зона. |
И четирите метода споделят един и същ основен проблем, посочен в техническата литература: Регулировките и пренастройките пречат на геометрично точното зацепване. Те изместват зоната на контактния профил и променят нейната форма и размер. С това намаляват товароносимостта и влошават ефективността. Всяка настройка причинява значително износване при стартиране. Рискът от неправилен монтаж и разрушаване на червячната предавка е значителен.
Дуплексните червячни зъбни колела не създават нито един от тези проблеми. Те винаги позволяват геометрично точен контакт на зъбите и много фино регулиране на хлабината. Контактната площ, товароносимостта и действителната ефективност не се влияят от регулирането. Освен това, тъй като дуплексните зъби са изпълнени с еволвентна форма на зъба, те са нечувствителни към промени в централното разстояние - например, причинени от отклонения на червячния вал под товар - което е допълнително предимство по отношение на надеждността при силно натоварени прецизни задвижвания.
Дуплекс срещу алтернативи — какво се променя след корекция на обратния удар
Това сравнение е основният инженерен аргумент за определяне на дуплекс в прецизните задвижвания. Колоната „след регулиране“ улавя какво всъщност се случва с устройството след всяка корекция на хлабината – информацията, която определя дали устройството ще запази спецификацията си за точност на позициониране при многократни корекции по време на експлоатационния живот.
| Фактор | Дуплексен червяк (аксиално изместване) | Ексцентрична главина (централно изместване) | Разделен червей / Разделено колело |
|---|---|---|---|
| Геометрия на контакта след регулиране | Непроменено — геометрично точно във всички позиции | Изместен към върха или корена — намалена контактна площ | Периодична неравномерност в разделителната равнина — вибрационен импулс |
| Товароносимост след регулиране | Незасегнато — същото като преди корекцията | Намалена — по-малка ефективна контактна площ | Намален — дисбаланс на натоварването между разделените половини |
| Корекция на износването при стартиране | Няма — плавно препозициониране, без нова контактна зона | Значително — всеки път трябва да се образува нова контактна зона | Значително — неравномерността на разделената равнина причинява пик на износване |
| Чувствителност към централно разстояние | Нечувствителна — еволвентната форма позволява промяна в централното разстояние | Чувствителен — трябва да се върне точно до проектното разстояние между центровете | Чувствително — ъгловото подравняване на половинките трябва да бъде прецизно |
| Повторяемост на корекцията | Отлично — едно и също аксиално изместване възстановява един и същ хлабинен удар всеки път | Променливо — ексцентричното положение трябва да бъде настроено и заключено прецизно | Лошо — подравняването в половин позиция е трудно за повторение |
| Риск от монтаж | Ниско — ясните стрелки предотвратяват неправилна ориентация | Умерено — ексцентричното заключване трябва да бъде правилно настроено | Високо — неправилното полувъртене причинява незабавно увреждане на зъбите |
Важни инструкции за монтаж — Задължително прочетете преди монтаж
Дуплексните червячни зъбни колела се различават по модул между дясната и лявата зъбна повърхност. Тази асиметрия означава, че комплектът има специфична правилна ориентация — и само една правилна ориентация. Монтирането на червяка в грешна посока води до по-голямо междуцентрово разстояние от номиналното, което затруднява монтажа и води до неправилно зацепване на зъбите, което не може да се коригира чрез аксиално регулиране. Моля, проверете и двата аспекта по-долу преди монтажа.

1. Проверка на ориентацията на сглобката
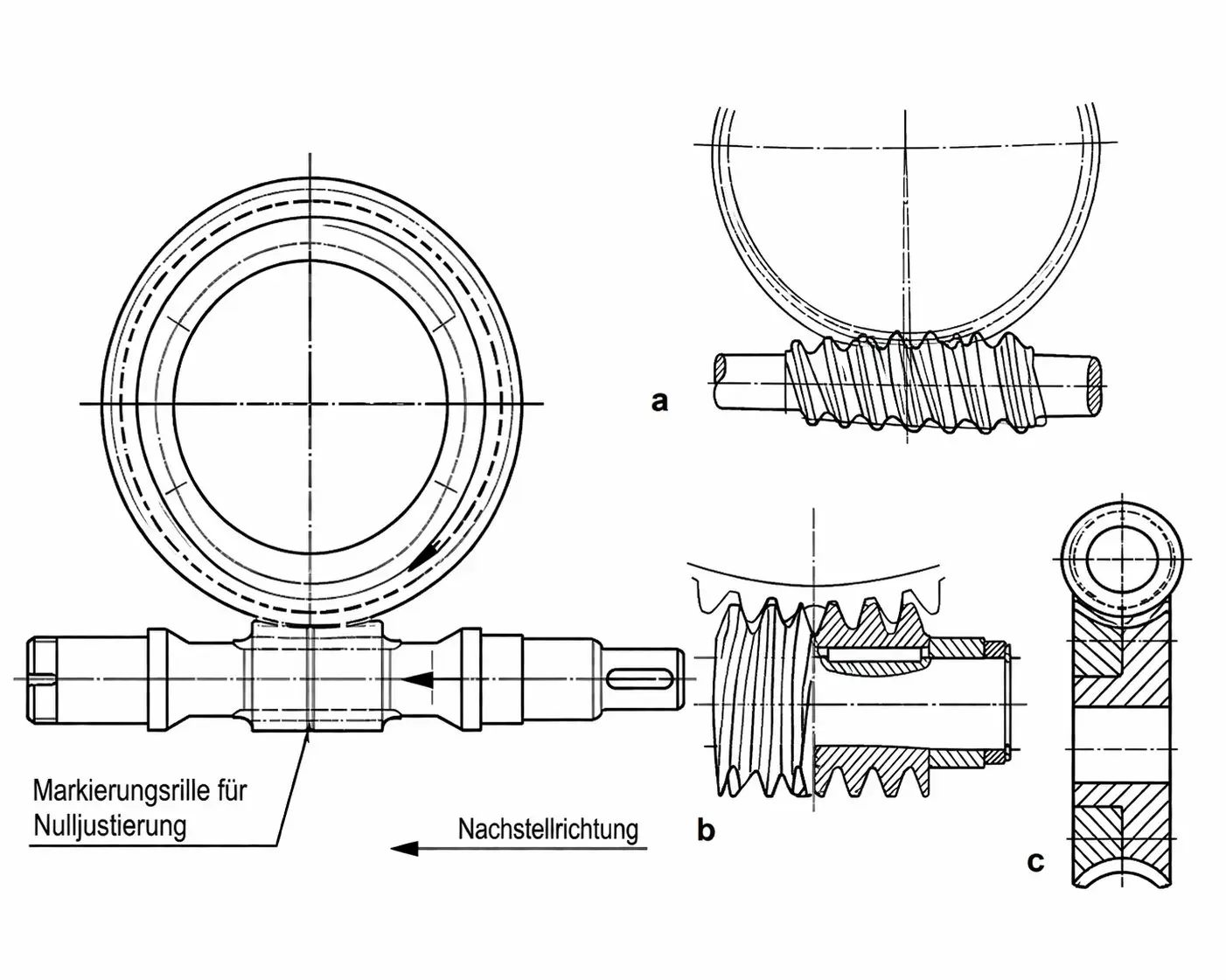
Стрелка, указваща правилната ориентация на сглобката, е щампована както върху дуплексния червяк, така и върху червячното колело. При сглобяване позиционирайте червячното колело така, че маркировката на стрелката му да е насочена напред (към вас). Ориентирайте червяка така, че посоката на стрелката му да съвпада с посоката на стрелката на колелото - и двете стрелки да сочат в една и съща посока. Ако сглобяването е неправилно, разстоянието между центровете "a" ще стане по-голямо от номиналната проектна стойност, което ще доведе до затруднения при завършването на сглобяването и, ако е насилствено, до неправилно зацепване на зъбното колело, което води до прекомерен шум, вибрации и ускорено износване на зъбите още от първото завъртане.
2. Проверка на референтната позиция за нулев луфт
V-образен жлеб (60°, дълбочина 0,3 мм), обработен по периферията на върха на един специфичен дуплексен червячен зъб, маркира референтния зъб. Този референтен зъб е зъбът в аксиално положение, който създава почти нулев луфт (±0,045 мм), когато е позициониран в съответствие с центъра на въртене на червячното колело, като централното разстояние е зададено на номиналната проектна стойност "a". Процедурата за задаване на нулево луфт е: (1) задайте централното разстояние на корпуса на номиналната стойност "a"; (2) завъртете червяка, докато референтният зъб на V-образния жлеб се подравни с оста на въртене на колелото; (3) заключете корпуса на червяка или регулирането на лагера в това положение. За приложения, изискващи леко положителен луфт (за да се компенсира термичното разширение или за да се предотврати заклинване на зъба под товар), преместете червяка аксиално към тънкия край с изчислената стойност, преди да го заключите.
⚑ Сервизна бележка: С износването на зъбните колела по време на работа и увеличаването на хлабината, преместете червяка аксиално към дебелия край с необходимото количество (изчислено от спецификацията за разлика в изпреварването, предоставена с всеки комплект). Тази повторна настройка възстановява оригиналната почти нулева хлабина без демонтиране на скоростната кутия — в повечето конструкции аксиалното положение на червячния вал се регулира чрез резбована капачка или пакет подложки. Калибрирайте отново инструмента за измерване на хлабината след всяка настройка, за да потвърдите възстановената стойност, преди да върнете машината в експлоатация.
Приложения — Където контролът на хлабината е критичен за безопасността или ограничава точността
Дуплексните червячни зъбни колела се използват навсякъде, където луфтът е нежелан или може да бъде вреден: за поддържане на многократно високопрецизно позициониране в двете посоки, за предотвратяване на повреди от импулсно натоварване при редуване на контактните страни и в задвижвания, където грешката в позиционирането се натрупва с течение на времето. Типични приложения включват въртящи се и накланящи се маси, фрезови машини и преси. Следните примери предоставят инженерния контекст за специфичните изисквания за луфт на всяко приложение.
- ▶CNC въртящи се маси с 4-та и 5-та ос — Точността на ъгловото позициониране на въртящата се маса на обработващ център определя директно точността на размерите на обработваните елементи върху детайла. Хлабина от 0,1 мм при радиус на стъпката от 150 мм се превръща в 2,3 дъгови минути грешка в позицията, което създава видима стъпка върху обработваната повърхност, когато масата обърне посоката си за чист проход. Двойно червячно задвижване, настроено на хлабина от ±0,045 мм в делителната окръжност на червячното колело, се превръща в приблизително 0,2–0,5 дъгови минути грешка в позицията — под прага за видими дефекти на детайла при стандартни скорости на подаване при обработка.
- ▶Подаване на маса за прецизна фрезова машина — Задвижванията за подаване на масата на фрезови машини с легло използват червячни зъбни колела за окончателно намаляване на напречното и надлъжното подаване. Хлабината при подаване на масата се проявява като „задържане“, когато посоката на подаване се обърне — масата не се движи за разстоянието, равно на хлабината, след което внезапно я настига. Това създава плоско петно или стъпало върху обработения профил при всяко обръщане на посоката. Двойните червячни задвижвания поддържат постоянно движение на подаване и в двете посоки, което позволява двупосочно контуриране без отместванията за корекция на обръщането на подаването, които са необходими за компенсиране на хлабината в стандартните червячни задвижвания.
- ▶Механични преси и формовъчно оборудване — Задвижванията за позициониране на буталото на прецизните щанцови и формовъчни преси трябва да връщат буталото в точна референтна позиция (обикновено в рамките на ±0,02 мм) за всеки ход, за да се поддържа постоянна геометрия на детайла по време на производствения цикъл. Хлабината в задвижването води до неопределеност на позицията на буталото в момента на обръщане — буталото може да спре на всяка позиция в рамките на лентата на хлабината. При производствен цикъл от хиляди ходове това води до вариации в размерите, които влошават качеството на детайлите и могат да причинят повреда на инструменталната екипировка, ако буталото е в контакт с матрицата под ъгъл.
- ▶Задвижвания за азимут/елевация на телескопа и антената — Астрономическите телескопи и комуникационните антени трябва да следят позицията на целта непрекъснато, като се редуват фази на ускорение и забавяне. Обратният ход причинява „скок“ в ъгъла на насочване при всяко обръщане — задвижването трябва да ускори през процепа на обратния ход, преди товарът да се зацепи отново. Този скок се вижда като кратка загуба на точност на проследяване, измерима на енкодера за позиция. При радиотелескопите и оптичните системи с висока резолюция тази грешка директно влошава качеството на сигнала от следения източник.
- ▶Оси на координатно-измервателна машина (CMM) — Ротационните и накланящите се оси на CMM трябва да позиционират върха на сондата с точност до ±1–5 µm от зададената позиция. В делителната окръжност на червячното колело на типична ротационна ос на CMM, дори ±0,045 mm хлабина на червячното колело се превръща в грешка в ъгловото положение. Поради тази причина въртящите се оси на CMM обикновено използват предварително натоварено червячно задвижване — дуплексният комплект, настроен след нулевия хлабина до леко предварително натоварване — за да се елиминира изцяло мъртвата зона на хлабина. Предварителното натоварване изисква внимателна настройка, за да се избегне прекомерно триене, което би влошило повторяемостта на позиционирането по различен начин.

Производствено съоръжение
Производството на дуплексни червячни зъбни колела изисква по-строг контрол на размерите, отколкото производството на стандартни червяци, тъй като разликата в хода между страничните ръбове трябва да се поддържа с по-строг толеранс - всяка грешка в разликата в хода директно води до грешка в диапазона на регулиране на хлабината. Korea Ever-Power използва специализирани прецизни NC шлифовъчни машини за зъбни колела за дуплексно шлифоване на червячна резба, с измерване по време на процеса, за да се провери разликата в хода на зъбните колела в множество аксиални позиции, преди червякът да бъде освободен от шлифовъчната операция.
 |
 |
 |
 |
Свързани компоненти

Предлагат се стандартни комплекти червячни и колела за общи индустриални задвижвания, както и дуплексни конфигурации за прецизни приложения. прецизен червячен редуктор корпуси с дуплексни червячни валове и регулируеми червячни лагери, както и пълното каталог на компоненти за червячно задвижване, се предлагат от един и същ производител. Спецификациите за разликата в изводите и информационните листове за регулиране на хлабината се предоставят с всеки комплект за дуплексни принтери.
Често задавани въпроси
Какво точно се случва, ако дуплексният червей е сглобен в грешна ориентация (стрелките не съвпадат)?
Червякът и колелото са проектирани за специфична относителна ориентация, защото резбата е по-дебела в единия край. Ако червякът е обърнат, дебелият край на резбата е насочен към зъбните пролуки, предназначени за по-тънкия край — централното разстояние "a" между осите на вала става по-голямо от номиналната проектна стойност. На практика това означава, че корпусът или не може да се затвори с болтове (ако интерференцията е голяма), или може да се затвори, но създава заклинване и прекомерно триене при първото завъртане. Ако се премине през това заклинване, страничните ръбове на зъбите се допират в неправилни позиции под високо напрежение и незабавно се получава повреда на зъбите. Маркировките със стрелки съществуват специално, за да се предотврати тази грешка — проверката им отнема 30 секунди и предотвратява незабавното разрушаване на зъбното колело.
Колко пъти може да се регулира задвижването, преди да се наложи смяна на червяка?
По принцип, задвижването може да се регулира безкрайно, стига зъбните повърхности на червяка и зъбните повърхности на колелото да запазят адекватна дебелина на материала и качество на повърхността. Червякът има ограничен полезен диапазон на регулиране - разстоянието от тънкия до дебелия край - което съответства на определено количество натрупано износване по зъбната повърхност на колелото. След като червякът е преместен в максимално положение за регулиране и хлабината все още е извън спецификацията, зъбите на колелото са износени отвъд проектната граница и комплектът трябва да бъде сменен. На практика, за правилно смазано задвижване, работещо при номинално натоварване, дуплексният комплект червяци може да се регулира отново 3-6 пъти през експлоатационния си живот преди подмяна, което ефективно умножава експлоатационния живот в сравнение със стандартен комплект червяци с коефициент 3-6.
Взаимозаменяем ли е дуплексен червячен комплект със стандартен червячен комплект от същия модул?
Не — дуплексен червяк не може да се използва със стандартно червячно колело, а стандартен червяк не може да се използва с дуплексно червячно колело. Профилите на зъбите на колелото отпред и отзад се различават при дуплексен комплект; използването на грешен червяк води до неправилен контакт от едната страна и липса на контакт от другата. Централното разстояние, модулът и ъгълът на натиск са номинално еднакви между дуплексните и стандартните версии, но червякът и колелото винаги трябва да се използват като съответстващи двойки от един и същ дуплексен дизайн.
Може ли дуплексното устройство да се регулира след нулевия хлабинен ход в предварителното натоварване?
Да — преместването на червяка аксиално по-нататък към дебелия край след позицията на нулева луфтност създава малко количество предварително натоварване (отрицателна луфтност). Предварително натоварените червячни задвижвания елиминират изцяло мъртвата зона на луфтност и се използват в ротационни оси на CMM и високопрецизни позициониращи етапи. Предварителното натоварване обаче увеличава триенето в зацепването, което повишава консумацията на енергия и генерира повече топлина, и значително ускорява износването на зъбите, тъй като масленият филм е по-тънък при постоянно налягане. За повечето приложения, задаването на луфт на ±0,045 мм, вместо пълно предварително натоварване, е по-добрият баланс между точността на позициониране и експлоатационния живот.
Какъв клас на точност е наличен за дуплексни червячни зъбни колела?
Дуплексните червячни зъбни колела се произвеждат в класове на точност по DIN от DIN6 до DIN9. За приложения с въртящи се маси и фрезови машини, стандартната спецификация е DIN6 (±8–12 дъгови секунди грешка на стъпката на един зъб при M5). За приложения с телескопи и CMM, DIN5 се предлага при поискване с удължен срок за изпълнение за допълнителните операции по шлифоване и проверка. Свържете се с нас с вашите изисквания за точност на ъглово позициониране, модул и брой зъби на колелото — ние ще ви препоръчаме подходящия клас по DIN и ще ви предоставим цена и срок за изпълнение за вашата конкретна конфигурация.
Отзиви от клиенти
Ким Хюн-дже — Инженер по приложения на CNC машини, Seoul Machine Tool Co. (четвърто тримесечие на 2025 г.)
Нуждаехме се от червячно задвижване с нулево захващане за надграждане на прецизна ротационна маса на петосен обработващ център. Доставихме дуплексния комплект от Korea Ever-Power — DIN6 клас M5, Z60, колело от калаен бронз. Ъглова повторяемост, измерена с датчик Renishaw AxiSet: ±9 дъгови секунди двупосочно. След 6 месеца непрекъсната двупосочна контурна работа, измереният хлабин беше 0,038 мм — все още в рамките на спецификацията ±0,045 мм без никаква корекция. Korea Ever-Power предостави спецификацията за разлика в извеждането и процедурата за регулиране на хлабина с комплекта, от които нашият екип по приложения се нуждаеше за документацията за интеграция на машината.
Пак Джин-у — Инженер-конструктор, Gyeonggi Precision Equipment (първо тримесечие на 2026 г.)
Оценихме дуплексни червячни задвижвания спрямо предварително напрегнати сачмени винтови съединения за прецизна ос за позициониране на преса. Дуплексният червяк спечели по три критерия: товароносимост при ексцентрично натоварване на пресоване, самозаключваща се безопасност при спадане на хидравличното налягане и цена на монтаж. Инженерният екип на Korea Ever-Power предостави спецификацията за разликата в изпреварването и работен пример за задаване на аксиалното положение на червяка за нашата специфична цел за хлабина от 0,030 мм. Сглобяването беше лесно - маркировките със стрелки са ясно видими, а референтният зъб с V-образен канал е лесен за разпознаване. Първата производствена партида беше доставена за 24 дни.
Чой Донг-джун — Технически купувач, Incheon Measurement Systems (началото на 2026 г.)
Доставени са дуплексни комплекти за ротационна ос на координатно-измервателна машина. Близкият до нулевия луфт е от решаващо значение за точността на обръщане на пътя на сканиране — не можем да използваме компенсация на луфта в контролера на CMM, защото обратната връзка от енкодера е твърде бавна, за да улови мъртвата зона при скоростта на нашата сонда. Korea Ever-Power предостави данните за референтната позиция на V-образния канал и процедурата за проверка на луфта с доставката. И трите комплекта проби са измерени при луфт от 0,041–0,046 мм при посоченото номинално разстояние между центровете — в съответствие със спецификацията ±0,045 мм. Доставката беше 23 дни от потвърждението на поръчката.
О, Сунг-у — Инженер по задвижване на телескопи, оборудване на обсерваторията в Пусан (трето тримесечие на 2025 г.)
Използваме дуплексни червячни задвижвания за азимуталната ос на преносими телескопи от изследователски клас. Ключовото изискване е задвижването да се следи непрекъснато в една посока в продължение на часове без обръщане, след което да се върне назад и да възобнови проследяването - хлабината при обръщане не трябва да води до изскачане на целта от зрителното поле в момента на промяна на посоката. С дуплексна настройка, настроена на хлабина от 0,040 мм при нашето колело M6 Z80 (радиус на стъпката 240 мм), ъгловият скок при обръщане е 0,57 дъгови минути - под нашия праг от 1 дъгова минута. Korea Ever-Power беше единственият доставчик, който разбра приложението и можа да посочи правилната разлика в извеждането за нашия модул и централно разстояние, без да е необходимо такса за инженерно проучване.
Опаковка и доставка

Всеки комплект дуплексни кабели е индивидуално опакован в антикорозионна хартия и запечатан в полиетиленова торбичка. Всеки комплект е опакован в твърд картон или дървена кутия, в зависимост от количеството. Международна доставка чрез DHL, FedEx, TNT или UPS. Плащане: T/T или L/C преди изпращане.
Допълнителна информация
| Редактор | Cxm |
|---|
Свързани продукти
-

Червяк и червячна предавка от легирана стомана за авточасти
-

Персонализиран комплект червячни зъбни колела | OEM/ODM, предавателно число 20:1–300:1, пълно покритие на материалите и типа зъбни колела
-

Червячна предавка от неръждаема стомана за CNC | ANSI/DIN, Модул 1–3, Твърдост 55–60 HRC
-

Цилиндрично червячно колело | Линеен контакт, висока товароносимост, бронз и чугун
-

Месингово червячно колело | M0.5, комплект 20T×1T
-

Червяк и колело | Модул M3–M12, предавателно число 20:1–300:1, предаване с линейно предаване
-

Пластмасова червячна предавка | POM и найлон, модул M0.2–M2.0, самосмазващо се задвижване

























