Dvostruki pužni zupčanik | Dvostruki provodnik, kontinuirano podesivi zazor

Dvostruki (dvostruki) pužni zupčanici s različitim modulima na lijevoj i desnoj strani — debljina zuba se linearno povećava duž dužine puža, omogućavajući podešavanje zazora na gotovo nulu (±0,045 mm) aksijalnim pomicanjem puža bez promjene geometrije kontakta ili smanjenja nosivosti. Sastavljanje zahtijeva odgovarajuće oznake strelicama i na pužu i na kotaču; referentni zub u obliku V-žljeba postavlja položaj nultog zazora. Primjenjuje se u CNC rotacijskim stolovima, preciznim glodalicama, presama, teleskopskim pogonima i osama za pozicioniranje CMM-a.
Pregled proizvoda
Svaki standardni pužni pogon akumulira zazor kako se površine zuba troše. Istrošeni metal nestaje - središnja udaljenost se ne može smanjiti, a jedini način da se zatvori zazor između bočne strane navoja puža i površine zuba kotača u standardnom pogonu je zamjena i puža i kotača. Ovo je skupo i dugotrajno, ali za većinu industrijskih pogona je prihvatljivo jer specifikacija zazora nije kritična. Kod preciznih pogona za pozicioniranje - CNC rotacijski stolovi, sistemi za pomicanje glodalica, ose mjernih mašina - čak i 0,05 mm kutnog zazora je previše. Zazor od 0,05 mm na krugu koraka pužnog kotača kotača promjera 100 mm prevodi se u približno 3,4 lučne minute pozicijske greške, dovoljno da izazove vidljive površinske nepravilnosti na obrađenom obratku. Korea Ever-Power Worm Gear Co., Ltd proizvodi dvostruke pužne zupčanike - također nazvane pužni zupčanici s dvostrukim vođenjem - koji rješavaju ovaj problem tako što debljinu zuba puža kontinuirano mijenjaju duž njegove dužine, tako da aksijalno pomicanje puža vraća originalni zazor bez zamjene bilo kakvih komponenti. Ovo dupleks pužni zupčanik set je ispravno rješenje svugdje gdje se mora održati dvosmjerna tačnost pozicioniranja tokom cijelog vijeka trajanja pogona.
Kako funkcioniše princip dvostrukog izvoda — Inženjerski mehanizam
Dupleks puž se proizvodi sa neznatno različitim vrijednostima koraka na lijevoj i desnoj strani svakog navoja. Razlika je mala, ali precizno kontrolisana - obično je to nekoliko desetinki milimetra razlike u aksijalnom koraku između dva boka. Posljedica ove razlike je da se debljina zuba - mjerena na cilindru koraka - kontinuirano povećava od jednog kraja puža do drugog. Na tankom kraju, navoj puža labavo prianja u razmak zuba točka sa mjerljivim zazorom. Na debelom kraju, navoj puža čvrsto prianja sa gotovo nultim zazorom. Razmak između uzastopnih navoja (širina razmaka zuba) se shodno tome smanjuje - navoj i zazor su komplementarni.
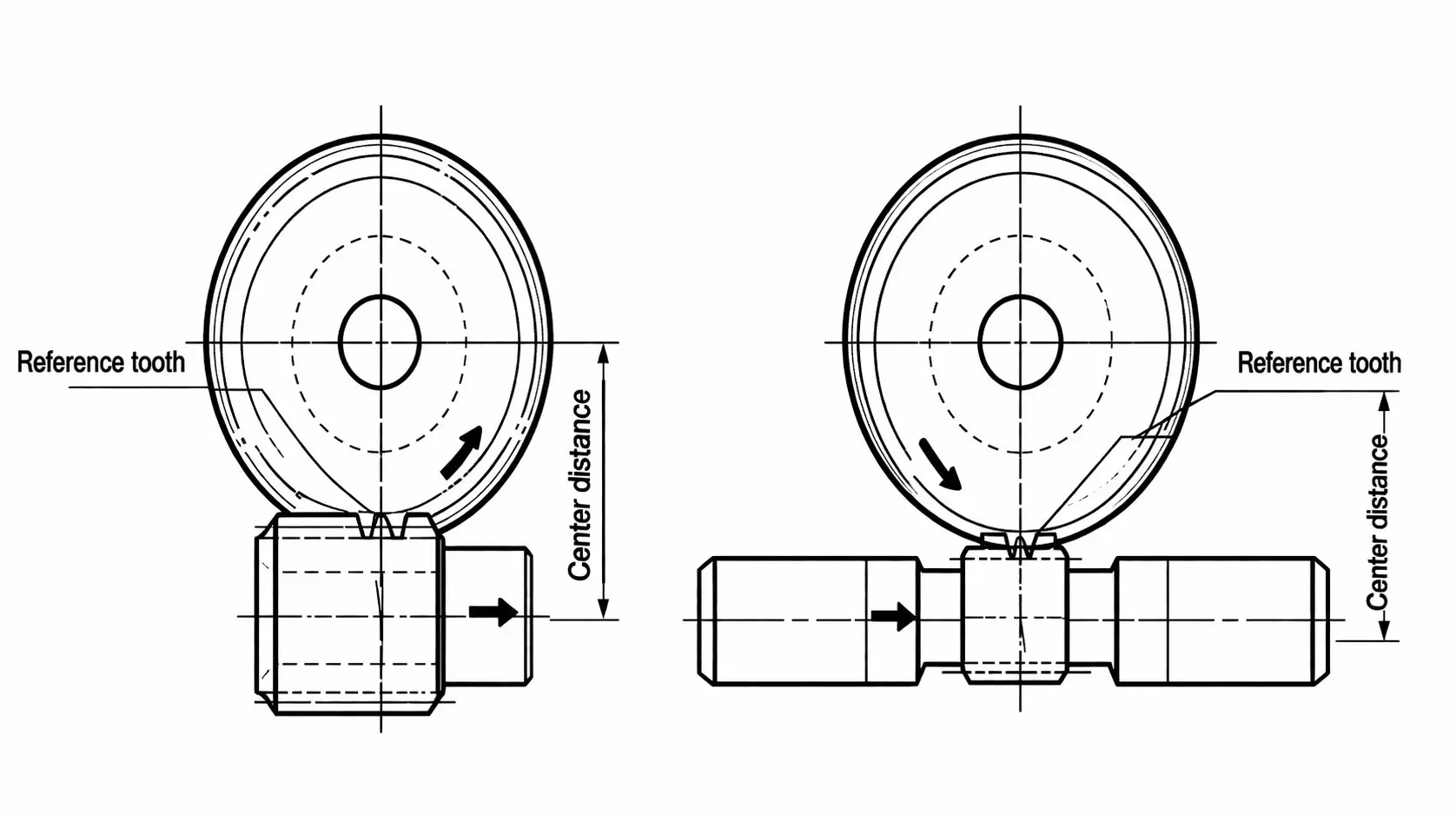
Podešavanje zazora se vrši aksijalnim pomicanjem puža tako da dio puža s potrebnom debljinom zuba dođe u kontakt s točkom, dajući željeni zazor (Sl. 1). Na ovaj način, zazor se može podesiti na bilo koju željenu vrijednost prilikom montaže zupčanika. Čak se i jako istrošeni zupčanici mogu delikatno i kontinuirano podesiti bez mijenjanja geometrije kontakta zuba ili stvaranja smetnji u zahvatu - ključna prednost u odnosu na svaku alternativnu metodu kontrole zazora.
Na pužnom kotaču, različiti moduli na svakoj bočnoj strani proizvode različite koeficijente modifikacije adenduma i različite prečnike kruga kotrljanja na prednjoj strani u odnosu na zadnju stranu svakog zuba kotača. Zbog ove asimetrije, profili zuba se razlikuju na prednjoj i zadnjoj strani. Međutim - a to je ključno za razumijevanje zašto dupleks funkcioniše - debljina svakog zuba kotača i razmaci između zuba ostaju konstantni po obodu kotača. To znači da se puž može pomjeriti u bilo koji aksijalni položaj i geometrija zuba kotača je uvijek ispravno usklađena sa pužem u tom položaju. Ne postoji "preferirana" aksijalna lokacija sa boljim kontaktom od drugih - kvalitet kontakta se održava ravnomjerno u cijelom rasponu podešavanja.
Četiri alternativne metode podešavanja povratnog udara - zašto svaka od njih nije dovoljna
Prije nego što su dupleks pužni prijenosnici postali široko rasprostranjeni, inženjeri su koristili četiri druge metode za kontrolu zazora u pužnim pogonima. Razumijevanje problema sa svakom od ovih alternativa pojašnjava zašto je dupleks superiorno rješenje za primjene preciznog pozicioniranja.
| Alternativna metoda | Kako funkcioniše | Zašto je to problematično |
|---|---|---|
| Varijacija udaljenosti od centra ekscentrične glavčine | I pužno vratilo i vratilo kotača su montirane u ekscentričnoj glavčini koja se okreće kako bi promijenila središnju udaljenost | Pomicanje središnjeg rastojanja mijenja obrazac kontakta - puž i točak su dizajnirani za određeno središnje rastojanje, a odstupanje pomiče kontaktnu zonu prema vrhu ili korijenu zuba, smanjujući kontaktnu površinu i povećavajući koncentraciju napona na zubu. Efikasnost se smanjuje jer je geometrija uljnog filma na mjestu spajanja poremećena. Svako podešavanje uzrokuje značajno početno habanje jer se novopostavljena kontaktna zona uhodava. |
| Aksijalni pomak konusnog puža | Puž je napravljen s blagim konusom - većeg promjera na jednom kraju - i aksijalno pomjeren kako bi se dio različitog promjera doveo u kontakt s kotačem. | Konusni puž mijenja efektivni prečnik koraka kako se pomiče, mijenjajući normalni smjer kontakta i ugao pritiska na mjestu zahvata. To znači da podešeni pogon više ne radi pod projektovanim uglom pritiska - opterećenje na bokovima zuba se mijenja, a u težim slučajevima geometrija zuba može proizvesti kontakt ivice. Proizvodnja ispravno konusnog puža sa potrebnom tačnošću profila je također tehnički zahtjevna. |
| Podijeljeni crv — dvije polovine (Ott sistem) | Puž je prerezan na dvije polovine koje su rotirane ili aksijalno pomjerene jedna u odnosu na drugu, što uzrokuje povećanje efektivne debljine navoja. | Razdvajanje puža stvara geometrijsku nepravilnost u ravni razdvajanja - profili navoja na spoju nisu kontinuirani. Ova nepravilnost se manifestuje kao periodična buka i skok vibracije svaki put kada ravan razdvajanja prođe kroz mrežu. Poravnanje dvije polovine na razdvajanju je kritično i teško ga je održati pod operativnim opterećenjima. Rizik od nepravilnog sastavljanja - jedna polovina rotirana pod pogrešnim uglom - što uzrokuje trenutno oštećenje zuba je visok. |
| Podijeljeni točak — dva diska | Pužni točak je podijeljen na dva koaksijalna diska koji se rotiraju relativno jedan u odnosu na drugi, tako da efektivna širina zuba istovremeno popunjava razmak navoja puža s obje strane. | Poput razdvojenog puža, točak sa dva diska uvodi neravnotežu opterećenja između dva diska. Disk koji preuzima opterećenje pogonske strane nosi puni obrtni moment pri prvom kontaktu; drugi disk je opterećen samo u mjeri u kojoj se njegov ugaoni pomak precizno poklapa s prvim. Proizvodnja i podešavanje ovog ugaonog odnosa dovoljno precizno da se opterećenje ravnomjerno rasporedi izuzetno je teško. Sklop je također inherentno krući na torziju i podložniji je trenju između površina diska u kontaktnoj zoni. |
Sve četiri metode dijele isti osnovni problem, naveden u tehničkoj literaturi: Podešavanja i ponovna podešavanja ometaju geometrijski precizno spajanje. Ona pomjeraju zonu kontaktnog profila i mijenjaju njen oblik i veličinu. Time smanjuju nosivost i smanjuju efikasnost. Svako podešavanje uzrokuje značajno početno habanje. Rizik od nepravilne montaže i uništenja pužnog zupčanika je značajan.
Dupleks pužni zupčanici ne stvaraju nijedan od ovih problema. Oni uvijek omogućavaju geometrijski tačan kontakt zuba i vrlo fino podešavanje zazora. Kontaktna površina, nosivost i stvarna efikasnost nisu pogođeni podešavanjem. Osim toga, budući da su dupleks zubi izrađeni s evolventnim oblikom zuba, oni su neosjetljivi na promjene središnjeg rastojanja - na primjer, uzrokovane otklonom osovine puža pod opterećenjem - što je dodatna prednost u pouzdanosti kod jako opterećenih preciznih pogona.
Dupleks vs. alternative — Šta se mijenja nakon podešavanja povratnog udara
Ovo poređenje je ključni inženjerski argument za specificiranje dupleksa u preciznim pogonima. Kolona "nakon podešavanja" prikazuje šta se zapravo dešava sa pogonom nakon svakog podešavanja zazora - informacije koje određuju da li će pogon održati svoju specifikaciju tačnosti pozicioniranja tokom ponovljenih podešavanja tokom vijeka trajanja.
| Faktor | Dvostruki puž (aksijalni pomak) | Ekscentrična glavčina (pomak u sredini) | Podijeljeni puž / Podijeljeni točak |
|---|---|---|---|
| Geometrija kontakta nakon podešavanja | Nepromijenjeno — geometrijski tačno na svim pozicijama | Pomjereno prema vrhu ili korijenu — smanjena kontaktna površina | Periodična nepravilnost na podijeljenoj ravni — vibracijski impuls |
| Nosivost nakon podešavanja | Nepromijenjeno — isto kao prije prilagođavanja | Smanjena — manja efektivna kontaktna površina | Smanjena — neravnoteža opterećenja između podijeljenih polovina |
| Podešavanje habanja pri pokretanju | Nema — glatko premještanje, nema nove kontaktne zone | Značajno — nova kontaktna zona mora se formirati svaki put | Značajno — nepravilnost podijeljene ravni uzrokuje nagli porast habanja |
| Osjetljivost na središnju udaljenost | Neosjetljiv — evolventni oblik prilagođava se promjenama središnjeg rastojanja | Osjetljivo — mora se precizno vratiti na projektovanu središnju udaljenost | Osjetljivo — ugaono poravnanje polovina mora biti precizno |
| Ponovljivost podešavanja | Odlično — isti aksijalni pomak svaki put vraća isti zazor | Promjenjivi — ekscentrični položaj mora biti precizno podešen i zaključan | Loše — poravnanje na pola položaja je teško ponoviti |
| Rizik od montaže | Nisko — jasne oznake strelicama sprečavaju pogrešnu orijentaciju | Umjereno — ekscentrična brava mora biti pravilno postavljena | Visoka — nepravilna polurotacija uzrokuje trenutno oštećenje zuba |
Važne upute za montažu - Obavezno pročitati prije instalacije
Dvostruki pužni zupčanici se razlikuju po modulu između desne i lijeve površine zuba. Ova asimetrija znači da set ima specifičnu ispravnu orijentaciju - i samo jednu ispravnu orijentaciju. Ugradnja puža u pogrešnom smjeru uzrokuje da je središnje rastojanje veće od nominalnog, što otežava montažu i dovodi do nepravilnog zahvata zuba koji se ne može ispraviti aksijalnim podešavanjem. Molimo provjerite oba aspekta ispod prije montaže.

1. Provjera orijentacije sklopa
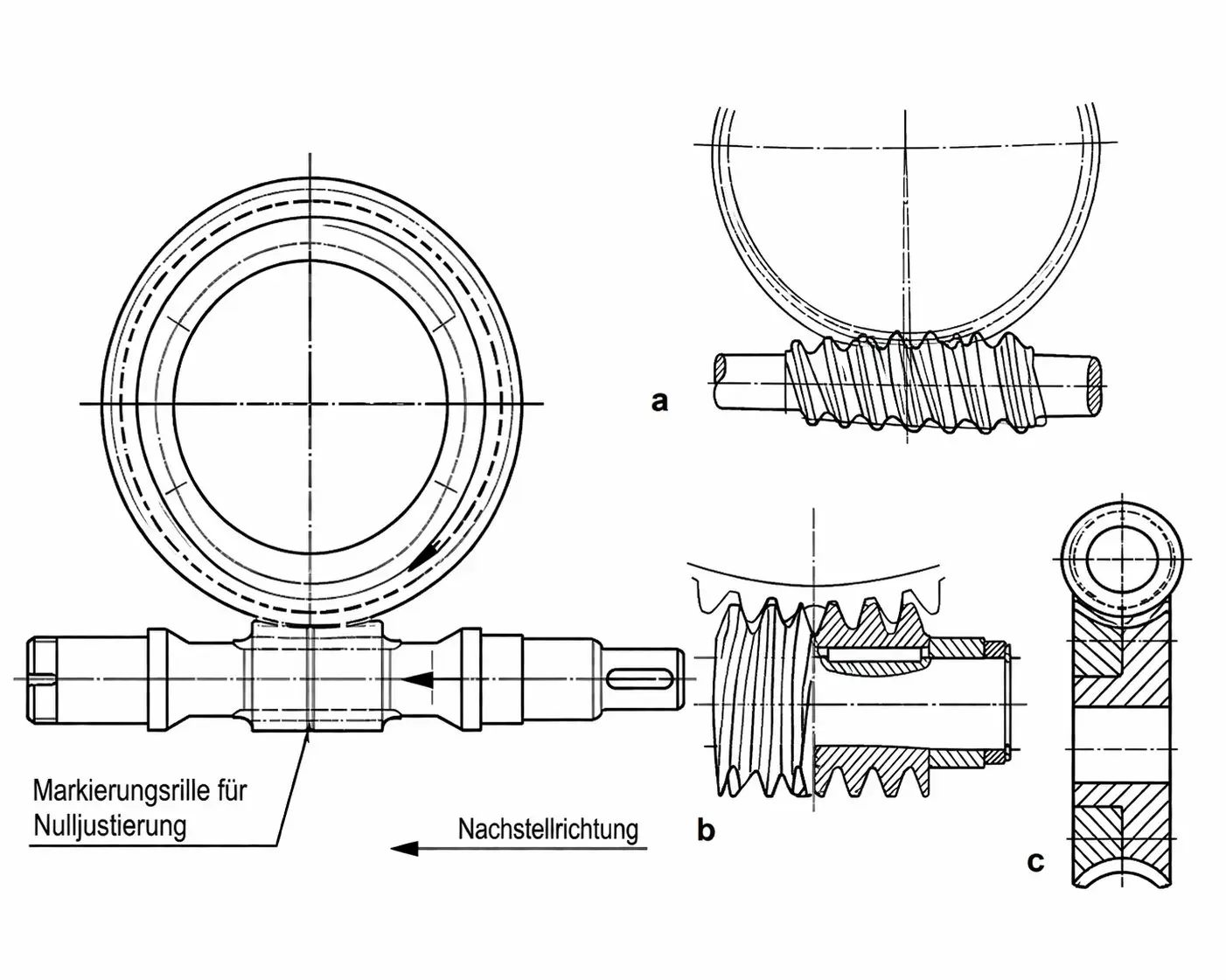
Strelica koja označava ispravnu orijentaciju sklopa utisnuta je i na dvostrukom pužu i na pužnom kotaču. Prilikom sastavljanja, postavite pužni kotač tako da njegova strelica bude okrenuta prema naprijed (prema vama). Orijentirajte puž tako da smjer njegove strelice bude usklađen sa smjerom strelice na kotaču - obje strelice pokazuju u istom smjeru. Ukoliko je sastavljanje nepravilno, središnje rastojanje "a" će postati veće od nominalne projektne vrijednosti, što će rezultirati poteškoćama u završetku sastavljanja i, ako se prisili, nepravilnim zahvatom zupčanika koji proizvodi prekomjernu buku, vibracije i ubrzano trošenje zuba od prvog okreta.
2. Provjera referentnog položaja za nulti zazor
V-žljeb (60°, dubine 0,3 mm) obrađen na vrhu periferije jednog specifičnog zuba dupleks puža označava referentni zub. Ovaj referentni zub je zub u aksijalnom položaju koji proizvodi gotovo nulti zazor (±0,045 mm) kada je poravnat sa središtem rotacije pužnog kotača, sa središnjim razmakom postavljenim na nominalnu projektnu vrijednost "a". Postupak za podešavanje nultog zazora je: (1) postavite središnji razmak kućišta na nominalnu vrijednost "a"; (2) rotirajte puž dok referentni zub V-žljeba ne bude poravnat sa osom rotacije kotača; (3) blokirajte kućište puža ili podešavanje ležaja u ovom položaju. Za primjene koje zahtijevaju blago pozitivan zazor (radi prilagođavanja termičkom širenju ili sprječavanja blokiranja zuba pod opterećenjem), pomaknite puž aksijalno prema tanjem kraju za izračunatu vrijednost prije blokiranja.
⚑ Napomena o usluzi: Kako se zupčanici troše tokom rada i kako se povećava zazor, pomaknite puž aksijalno prema debljem kraju za potrebnu količinu (izračunato na osnovu specifikacije razlike u prednosti koja se dobija uz svaki set). Ovo podešavanje vraća prvobitni zazor gotovo nulte vrijednosti bez rastavljanja mjenjača - u većini dizajna, aksijalni položaj osovine puža se podešava pomoću navojne završne kapice ili podloška. Ponovo kalibrirajte instrument za mjerenje zazora nakon svakog podešavanja kako biste potvrdili vraćenu vrijednost prije vraćanja mašine u rad.
Primjene — Gdje je kontrola povratnog udara kritična za sigurnost ili ograničava tačnost
Dvostruki pužni zupčanici se koriste svugdje gdje je zazor neželjen ili može biti štetan: za održavanje ponovljenog visokopreciznog pozicioniranja u oba smjera, za sprječavanje oštećenja uzrokovanih impulsnim opterećenjem kada se kontaktne strane izmjenjuju i u pogonima gdje se greška pozicioniranja akumulira tokom vremena. Tipične primjene uključuju rotacijske i nagibne stolove, glodalice i prese. Sljedeći primjeri pružaju inženjerski kontekst za specifične zahtjeve za zazorom svake primjene.
- ▶CNC rotacijski stolovi za 4. i 5. osu — Tačnost ugaonog pozicioniranja rotacionog stola obradnog centra direktno određuje dimenzijsku tačnost obrađenih elemenata na obratku. Zazor od 0,1 mm na radijusu koraka od 150 mm prevodi se u 2,3 lučna minuta greške položaja, što stvara vidljivi stepenik na obrađenoj površini kada sto promijeni smjer za završni prolaz. Dvostruki pužni pogon podešen na zazor od ±0,045 mm na krugu koraka pužnog točka prevodi se u približno 0,2–0,5 lučnih minuta greške položaja — ispod praga za vidljive nedostatke obratka pri standardnim brzinama obrade.
- ▶Pomaci stola precizne glodalice — Pogoni za pomicanje stola na glodalicama s krevetom koriste pužne zupčanike za konačno smanjenje poprečnog i uzdužnog posmaka. Zazor pri pomicanju stola pojavljuje se kao "zastoj" kada se smjer posmaka promijeni — stol se ne pomiče za udaljenost jednaku zazoru, a zatim ga iznenada sustiže. To stvara ravnu tačku ili stepenicu na obrađenom profilu pri svakoj promjeni smjera. Dvostruki pužni pogoni održavaju konzistentno kretanje posmaka u oba smjera, omogućavajući dvosmjerno konturiranje bez pomaka za korekciju preokretanja posmaka koji su potrebni za kompenzaciju zazora u standardnim pužnim pogonima.
- ▶Mehaničke prese i oprema za oblikovanje — Pogoni za pozicioniranje klipa na preciznim presama za štancanje i oblikovanje moraju vratiti klip u tačan referentni položaj (obično unutar ±0,02 mm) za svaki hod kako bi se održala konzistentna geometrija dijela tokom proizvodnog ciklusa. Zazor u pogonu uzrokuje da položaj klipa bude neodređen u trenutku preokretanja — klip se može zaustaviti na bilo kojem položaju unutar pojasa zazora. Tokom proizvodnog ciklusa od hiljada hodova, ovo dovodi do dimenzijskih varijacija koje smanjuju kvalitet dijela i mogu uzrokovati oštećenje alata ako klip dodiruje matricu pod uglom.
- ▶Pogoni za azimut/elevaciju teleskopa i antene — Astronomski teleskopi i komunikacijske antene moraju kontinuirano pratiti ciljnu poziciju, naizmjenično između faza ubrzanja i usporavanja. Zazor uzrokuje "skok" u uglu usmjeravanja pri svakom preokretu — pogon mora ubrzati kroz zazor zazora prije nego što se opterećenje ponovo aktivira. Ovaj skok je vidljiv kao kratkotrajni gubitak tačnosti praćenja, mjerljiv na enkoderu položaja. Kod radio teleskopa i optičkih sistema visoke rezolucije, ova greška direktno degradira kvalitet signala iz praćenog izvora.
- ▶Ose koordinatne mjerne mašine (CMM) — Rotacijske i nagibne ose CMM-a moraju pozicionirati vrh sonde s tačnošću od ±1–5 µm od naređenog položaja. Na krugu koraka pužnog točka tipične rotacijske ose CMM-a, čak i ±0,045 mm zazora pužnog točka pretvara se u grešku ugaonog položaja. Iz tog razloga, rotacijske ose CMM-a obično koriste prethodno napregnuti pužni pogon — dupleks set podešen preko nultog zazora na blago predopterećenje — kako bi se u potpunosti eliminisala mrtva zona zazora. Prethodno napregnuto stanje zahtijeva pažljivo podešavanje kako bi se izbjeglo prekomjerno trenje, što bi na drugačiji način degradiralo ponovljivost pozicioniranja.

Proizvodni pogon
Proizvodnja dvostrukih pužnih zupčanika zahtijeva bližu kontrolu dimenzija nego proizvodnja standardnih pužnih zupčanika jer se razlika u koraku između bokova mora održavati u užoj toleranciji - svaka greška u diferencijalu koraka direktno proizvodi grešku u rasponu podešavanja zazora. Korea Ever-Power koristi namjenske precizne NC brusilice za brušenje dupleks pužnih navoja, s mjerenjem tokom procesa kako bi se provjerila razlika u koraku na više aksijalnih položaja prije nego što se puž oslobodi iz operacije brušenja.
 |
 |
 |
 |
Povezane komponente

Standardni setovi pužnih i kotača za opće industrijske pogone dostupni su uz dupleks konfiguracije za precizne primjene. precizni pužni reduktor kućišta s dvostrukim pužnim osovinama i podesivim pužnim ležajevima, te punim katalog komponenti pužnog pogona, dostupni su od istog proizvođača. Specifikacije razlike u provodljivosti i listovi s podacima o podešavanju zazora isporučuju se sa svakim dupleks setom.
Često postavljana pitanja
Šta se tačno dešava ako je dupleks crv sastavljen u pogrešnoj orijentaciji (strelice se ne poklapaju)?
Puž i točak su dizajnirani za specifičnu relativnu orijentaciju jer je navoj deblji na jednom kraju. Ako se puž okreće obrnuto, deblji kraj navoja dolazi do razmaka zuba koji su dizajnirani za tanji kraj - središnje rastojanje "a" između osa vratila postaje veće od nominalne projektne vrijednosti. U praksi, to znači da se kućište ili ne može zatvoriti vijcima (ako je interferencija velika) ili se može zatvoriti, ali proizvodi blokiranje i prekomjerno trenje pri prvom okretanju. Ako se prođe pored ovog blokiranja, bokovi zuba se dodiruju na pogrešnim mjestima pod velikim naprezanjem i odmah dolazi do oštećenja zuba. Oznake strelica postoje posebno da bi se spriječila ova greška - njihova provjera traje 30 sekundi i sprječava trenutno uništenje zupčanika.
Koliko puta se pogon može ponovo podesiti prije nego što se puž mora zamijeniti?
U principu, pogon se može podešavati neograničeno sve dok površine zuba puža i zuba točka zadržavaju odgovarajuću debljinu materijala i kvalitet površine. Puž ima ograničen korisni raspon podešavanja - udaljenost od tankog do debelog kraja - što odgovara određenoj količini akumuliranog habanja na površini zuba točka. Kada se puž pomakne u svoj maksimalni položaj podešavanja, a zazor je i dalje izvan specifikacije, zubi točka su istrošeni preko projektovane granice i set se mora zamijeniti. U praksi, za ispravno podmazan pogon koji radi unutar nazivnog opterećenja, dvostruki set puža može se podešavati 3-6 puta tokom svog vijeka trajanja prije zamjene, efektivno množeći vijek trajanja u poređenju sa standardnim setom puža za faktor 3-6.
Da li je dupleks pužni set zamjenjiv sa standardnim pužnim setom istog modula?
Ne — dupleks puž se ne može koristiti sa standardnim pužnim točkom, a standardni puž se ne može koristiti sa dupleks pužnim točkom. Profili zuba točka na prednjoj i zadnjoj strani razlikuju se kod dupleks seta; korištenje pogrešnog puža proizvodi nepravilan kontakt na jednoj strani i nikakav kontakt na drugoj. Središnja udaljenost, modul i ugao pritiska su nominalno isti između dupleks i standardnih verzija, ali puž i točak se uvijek moraju koristiti kao usklađeni parovi iz istog dupleks dizajna.
Može li se dupleks pogon podesiti preko nultog zazora u predopterećenje?
Da — pomicanje puža aksijalno dalje prema debljem kraju iza položaja nultog zazora stvara malu količinu predopterećenja (negativni zazor). Predopterećeni pužni pogoni u potpunosti eliminiraju mrtvu zonu zazora i koriste se u rotacijskim osima CMM-a i visokopreciznim stupnjevima pozicioniranja. Međutim, predopterećenje povećava trenje na mreži, što povećava potrošnju energije i generira više topline, te značajno ubrzava trošenje zuba jer je uljni film tanji pod konstantnom kompresijom. Za većinu primjena, postavljanje zazora na ±0,045 mm umjesto punog predopterećenja je bolja ravnoteža između tačnosti pozicioniranja i vijeka trajanja.
Koja je klasa preciznosti dostupna za dupleks pužne zupčanike?
Dvostruki pužni zupčanici proizvode se u skladu s DIN klasama preciznosti od DIN6 do DIN9. Za primjene na rotacijskim stolovima i glodalicama, standardna specifikacija je DIN6 (±8–12 lučnih sekundi greške koraka jednog zuba na M5). Za primjene na teleskopima i CMM-u, DIN5 je dostupan na zahtjev s produženim vremenom isporuke za dodatne potrebne operacije brušenja i provjere. Kontaktirajte nas s vašim zahtjevima za tačnost ugaonog pozicioniranja, modulom i brojem zuba kotača - preporučit ćemo odgovarajuću DIN klasu i dati cijenu i vrijeme isporuke za vašu specifičnu konfiguraciju.
Recenzije kupaca
Kim Hyun-jae — Inženjer za primjenu CNC-a, Seoul Machine Tool Co. (4. kvartal 2025.)
Trebao nam je pužni pogon s nultom zazorom za nadogradnju preciznog rotacionog stola na petoosnom obradnom centru. Isporučen je dupleks set od Korea Ever-Powera — DIN6 klasa M5, Z60, točak od kalajne bronze. Ugaona ponovljivost mjerena Renishaw AxiSet sondom: ±9 lučnih sekundi dvosmjerno. Nakon 6 mjeseci kontinuiranog dvosmjernog rada na konturiranju, izmjereni zazor bio je 0,038 mm — i dalje unutar specifikacije ±0,045 mm bez ikakvog podešavanja. Korea Ever-Power je uz set isporučio specifikaciju razlike koraka i postupak podešavanja zazora, što je našem aplikacijskom timu bilo potrebno za dokumentaciju integracije mašine.
Park Jin-woo — Inženjer dizajna, Gyeonggi Precision Equipment (1. kvartal 2026.)
Procijenili smo dvostruke pužne pogone u odnosu na prednapregnute kuglične vijke za preciznu osu pozicioniranja prese. Dvostruki puž je pobijedio na osnovu tri kriterija: nosivost pod ekscentričnim opterećenjem prešanja, sigurnost samoblokiranja pri padu hidrauličkog pritiska i troškovi instalacije. Inženjerski tim kompanije Korea Ever-Power obezbijedio je specifikaciju razlike u prednosti i radni primjer za podešavanje aksijalnog položaja puža za naš specifični ciljni zazor od 0,030 mm. Sastavljanje je bilo jednostavno - oznake strelica su jasno vidljive, a referentni zub V-žljeba je lako prepoznati. Prva proizvodna serija isporučena je za 24 dana.
Čoj Dong-džun — Tehnički kupac, Incheon Measurement Systems (početak 2026.)
Nabavljeni su dupleks setovi za rotacijsku osu koordinatne mjerne mašine. Zazor blizu nulte tačnosti je ključan za tačnost preokretanja putanje skeniranja - ne možemo koristiti kompenzaciju zazora u CMM kontroleru jer je povratna sprega enkodera prespora da bi se uhvatila mrtva zona pri brzini naše sonde. Korea Ever-Power je uz isporuku dostavio podatke o referentnom položaju V-žljeba i proceduru za verifikaciju zazora. Sva tri seta uzoraka su imala zazor od 0,041–0,046 mm pri navedenoj nominalnoj udaljenosti od centra - u skladu sa specifikacijom od ±0,045 mm. Isporuka je bila 23 dana od potvrde narudžbenice.
Oh Sung-woo — Inženjer za pogon teleskopa, oprema opservatorije Busan (treći kvartal 2025.)
Na prenosivim teleskopima istraživačkog razreda koristimo dupleks pužne pogone za azimutsku osu. Ključni zahtjev je da pogon mora kontinuirano pratiti u jednom smjeru satima bez preokretanja, zatim se vratiti unazad i nastaviti praćenje - povratni hod pri preokretanju ne smije uzrokovati da meta iskače iz vidnog polja u trenutku promjene smjera. S dupleks setom podešenim na povratni hod od 0,040 mm na našem M6 Z80 točku (radijus koraka 240 mm), ugaoni skok pri preokretanju iznosi 0,57 lučnih minuta - ispod našeg praga od 1 lučne minute. Korea Ever-Power je bio jedini dobavljač koji je razumio primjenu i mogao je odrediti tačnu razliku u prednjem toku za naš modul i središnju udaljenost bez potrebe za naplatom inženjerske studije.
Pakovanje i dostava

Svaki dupleks usklađeni set je pojedinačno umotan u antikorozivni papir i zatvoren u polietilensku vrećicu. Specifikacija razlike olova i specifikacija podešavanja zazora uključeni su u svaki set. Vanjsko pakovanje u čvrstoj kartonskoj kutiji ili drvenoj kutiji, ovisno o količini. Međunarodna dostava putem DHL-a, FedEx-a, TNT-a ili UPS-a. Plaćanje: T/T ili L/C prije slanja.
Dodatne informacije
| Urednik | Cxm |
|---|
Povezani proizvodi
-

Puž i pužni zupčanici od legiranog čelika za autodijelove
-

Prilagođeni set pužnih zupčanika | OEM/ODM, omjer 20:1–300:1, potpuna pokrivenost materijala i tipova zupčanika
-

Pužni zupčanik od nehrđajućeg čelika za CNC | ANSI/DIN, Modul 1–3, Tvrdoća 55–60 HRC
-

Cilindrični pužni točak | Linijski kontakt, visoka nosivost, bronza i liveno gvožđe
-

Mesingani pužni kotač | M0.5, 20T×1T usklađeni set
-

Pužni i točak | Modul M3–M12, Omjer 20:1–300:1, Linijski kontaktni prijenos
-

Plastični pužni zupčanik | POM i najlon, modul M0.2–M2.0, samopodmazujući pogon

























