Duplex snäckväxel | Dubbelledad, kontinuerligt justerbar spel

Duplexa (dubbla ledare) snäckhjulssatser med olika moduler på vänster och höger flank — tandtjockleken ökar linjärt längs snäckans längd, vilket gör att glapp kan justeras till nära noll (±0,045 mm) genom axiell snäckväxelförskjutning utan att ändra kontaktgeometrin eller minska lastkapaciteten. Montering kräver matchande pilmarkeringar på både snäcka och hjul; en V-spårsreferenskugg ställer in noll-glapp-positionen. Används i CNC-roterande bord, precisionsfräsmaskiner, pressar, teleskopdrivningar och CMM-positioneringsaxlar.
Produktöversikt
Varje standardsnäckväxel ackumulerar glapp när kuggytorna slits. Den slitna metallen är borta – centrumavståndet kan inte minskas, och det enda sättet att minska gapet mellan snäckgängans flank och hjulets kuggyta i en standardväxel är att byta ut både snäckan och hjulet. Detta är dyrt och tidskrävande, men för de flesta industriella drivningar är det acceptabelt eftersom glappspecifikationen inte är kritisk. I precisionspositioneringsdrivningar – CNC-rotationsbord, fräsmaskinmatningssystem, mätmaskinaxlar – är även 0,05 mm vinkelglapp för mycket. Ett glapp på 0,05 mm vid snäckhjulets stigningscirkel på ett hjul med 100 mm diameter motsvarar cirka 3,4 bågminuter positionsfel, tillräckligt för att orsaka synliga ytojämnheter på ett bearbetat arbetsstycke. Korea Ever-Power Worm Gear Co., Ltd tillverkar duplexa snäckväxelsatser – även kallade snäckväxlar med dubbla ledare – som löser detta problem genom att få snäckans kuggtjocklek att variera kontinuerligt längs dess längd, så att axiell förskjutning av snäckan återställer det ursprungliga glappet utan att byta ut några komponenter. Detta duplex snäckväxel är den rätta lösningen där dubbelriktad positioneringsnoggrannhet måste bibehållas under drivenhetens livslängd.
Hur dubbelledningsprincipen fungerar — Den tekniska mekanismen
En duplex-snäcka tillverkas med något olika stigvärden på vänster och höger flank av varje gänga. Skillnaden är liten men exakt kontrollerad – vanligtvis några tiondels millimeters skillnad i axiell stigning mellan de två flankerna. Konsekvensen av denna skillnad är att tandtjockleken – mätt vid stigningscylindern – ökar kontinuerligt från ena änden av snäckan till den andra. Vid den tunna änden passar snäckgängan löst i hjulets tandgap med mätbart glapp. Vid den tjocka änden passar snäckgängan tätt med nästan noll glapp. Gapet mellan på varandra följande gängor (tandutrymmets bredd) minskar motsvarande – gängan och gapet kompletterar varandra.
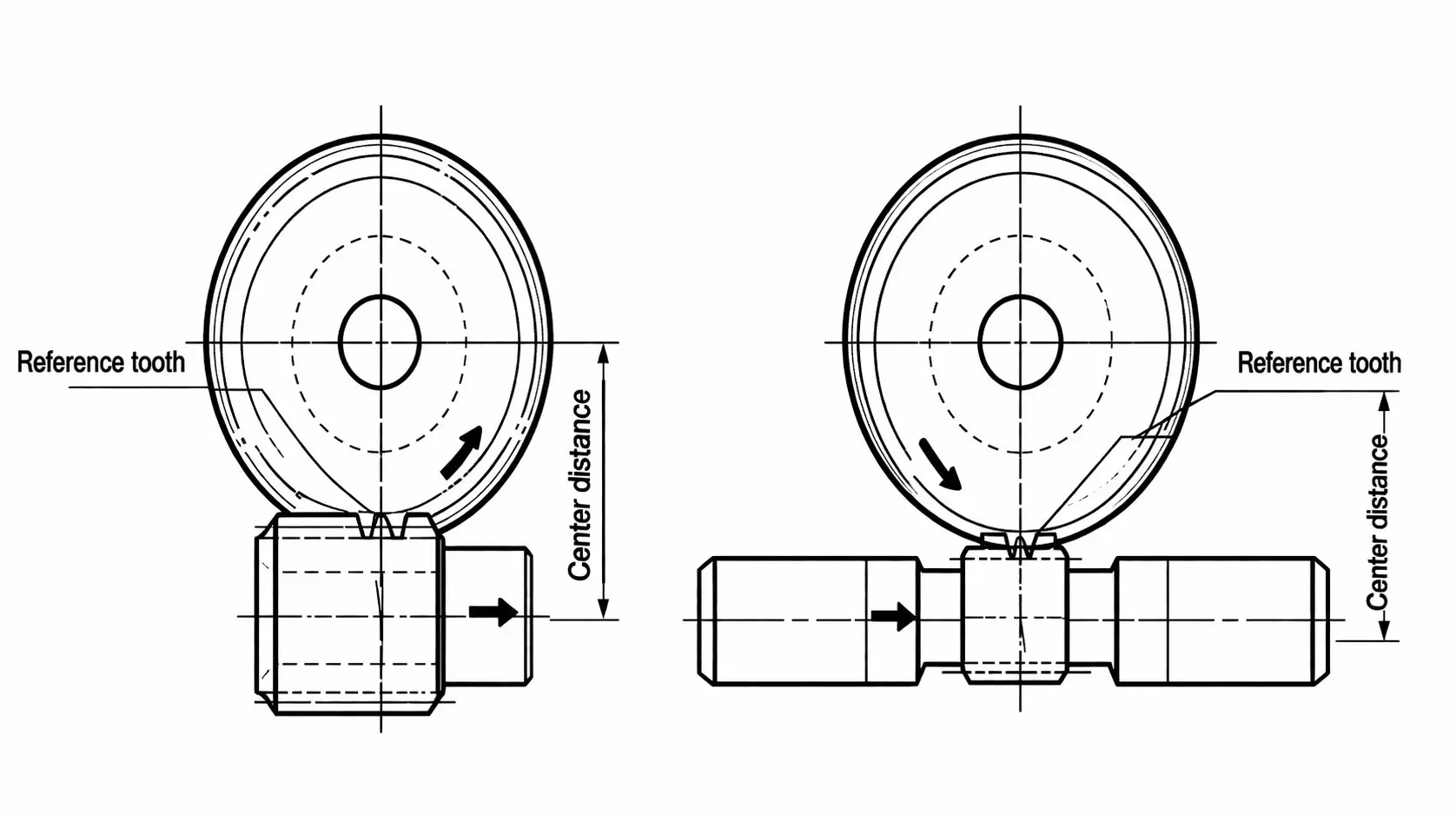
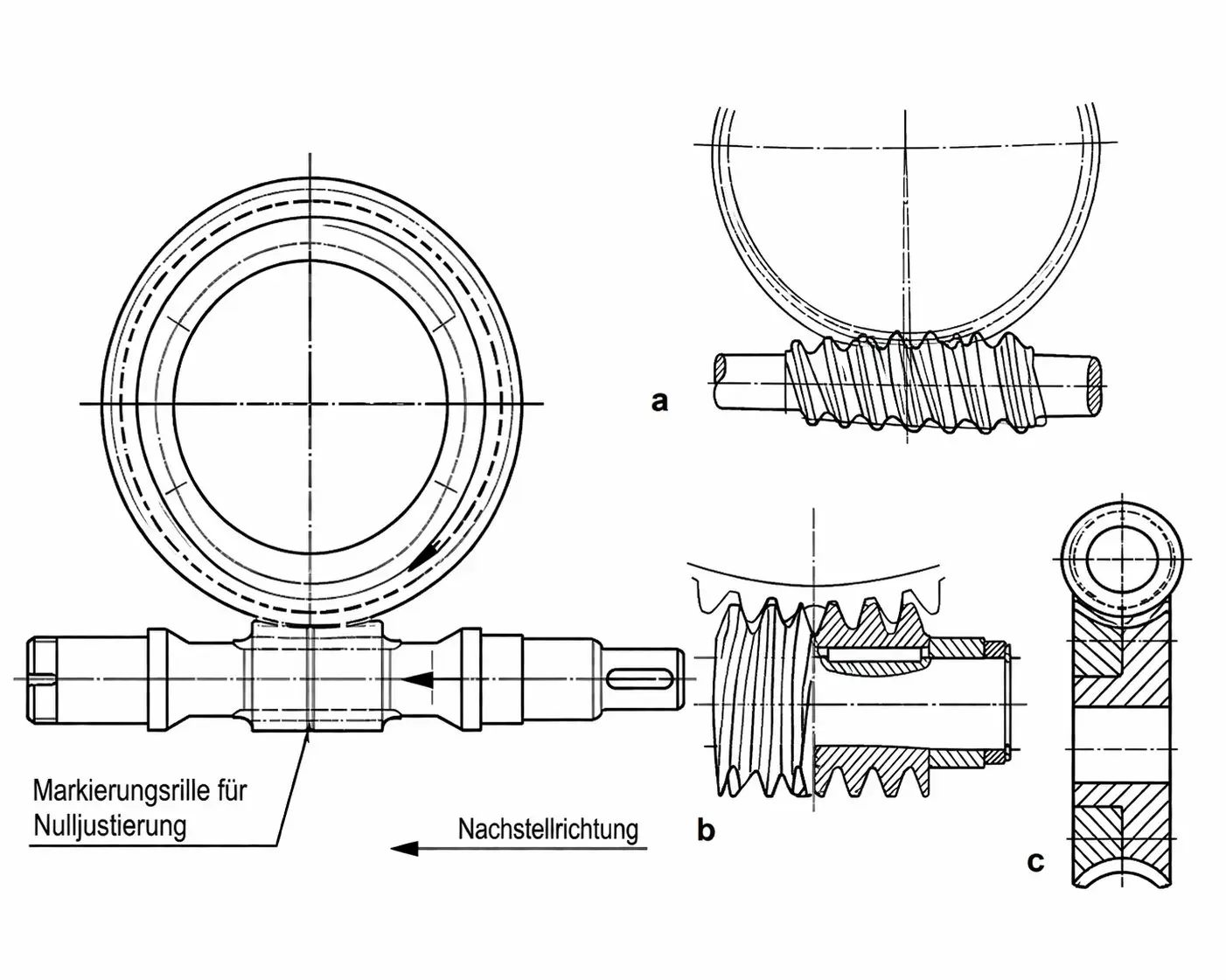
Justering av glapp görs genom att förskjuta snäckan axiellt så att den del av snäckan med önskad tandtjocklek kommer i kontakt med hjulet, vilket ger önskat glapp (Fig. 1). På så sätt kan glappet justeras till valfritt värde vid montering av kugghjulet. Även hårt slitna kugghjul kan justeras försiktigt och kontinuerligt utan att modifiera kuggkontaktgeometrin eller skapa ingreppsstörningar – en viktig fördel jämfört med alla alternativa metoder för glappkontroll.
Vid snäckhjulet producerar de olika modulerna på varje flank olika addendummodifieringskoefficienter och olika rullcirkeldiametrar på framsidan jämfört med baksidan av varje hjultand. På grund av denna asymmetri skiljer sig tandprofilerna fram och bak. Emellertid – och detta är avgörande för att förstå varför duplex fungerar – förblir tjockleken på varje hjultand och tandgap konstanta runt hjulomkretsen. Detta innebär att snäckan kan förskjutas till vilken axiell position som helst och att hjultandgeometrin alltid är korrekt matchad med snäckan i den positionen. Det finns ingen "föredragen" axiell position med bättre kontakt än andra – kontaktkvaliteten bibehålls enhetligt över hela justeringsområdet.
Fyra alternativa metoder för justering av motspel – varför alla misslyckas
Innan duplexa snäckväxlar blev allmänt använda använde ingenjörer fyra andra metoder för att kontrollera glapp i snäckväxlar. Att förstå vad som är fel med vart och ett av dessa alternativ klargör varför duplex är den överlägsna lösningen för precisionspositioneringsapplikationer.
| Alternativ metod | Hur det fungerar | Varför det är problematiskt |
|---|---|---|
| Variation mellan excentriskt navcentrumavstånd | Både snäckaxeln och hjulaxeln är monterade i ett excentriskt nav som roterar för att ändra centrumavståndet. | Att ändra mittavståndet ändrar kontaktmönstret – snäckhjulet konstruerades för ett specifikt mittavstånd, och avvikelsen förskjuter kontaktzonen mot tandspetsen eller roten, vilket minskar kontaktytan och ökar tandspänningskoncentrationen. Effektiviteten försämras eftersom oljefilmens geometri vid nätet störs. Varje justering orsakar betydande slitage vid start när den nyplacerade kontaktzonen integreras. |
| Konisk mask axiell förskjutning | Snäckan är gjord med en lätt avsmalning – större diameter i ena änden – och förskjuten axiellt för att få en sektion med annan diameter i kontakt med hjulet. | En konisk snäcka ändrar den effektiva stigningsdiametern när den förskjuts, vilket ändrar kontaktens normalriktning och tryckvinkeln vid ingreppet. Detta innebär att den justerade drivningen inte längre arbetar vid den designerade tryckvinkeln – belastningen på tandflankerna förändras, och i svåra fall kan tandgeometrin orsaka kantkontakt. Att tillverka en korrekt konisk snäcka med erforderlig profilnoggrannhet är också tekniskt krävande. |
| Delad mask — två halvor (Ott-systemet) | Snäckan delas i två halvor som roteras eller axiellt förskjuts i förhållande till varandra, vilket gör att den effektiva gängtjockleken ökar. | Att klyva masken skapar en geometrisk ojämnhet vid delningen – gängprofilerna vid fogen är inte kontinuerliga. Denna ojämnhet uppträder som ett periodiskt ljud och en vibrationstopp varje gång delningen passerar genom nätet. Uppriktningen av de två halvorna vid delningen är kritisk och svår att upprätthålla under driftsbelastningar. Risken för felaktig montering – en halva roterad med fel vinkel – som orsakar omedelbara tandskador är hög. |
| Delat hjul — två skivor | Snäckhjulet är uppdelat i två koaxiella skivor som roteras i förhållande till varandra, så att den effektiva tandbredden fyller snäckgängans gap från båda sidor samtidigt. | Liksom den delade masken introducerar det tvåskiviga hjulet lastobalans mellan de två skivorna. Skivan som tar den drivande flankbelastningen bär hela vridmomentet vid första kontakten; den andra skivan belastas endast i den utsträckning att dess vinkelförskjutning exakt matchar den första. Att tillverka och ställa in detta vinkelförhållande tillräckligt exakt för att fördela lasten lika är extremt svårt. Monteringen är också i sig styvare i vridning och mer mottaglig för nötning mellan skivans gränssnittsytor i kontaktzonen. |
Alla fyra metoderna delar samma grundproblem, som anges i den tekniska litteraturen: Justeringar och omjusteringar stör geometriskt noggrant ingrepp. De förskjuter kontaktprofilzonen och ändrar dess form och storlek. Detta minskar lastbärande kapaciteten och försämrar effektiviteten. Varje justering orsakar ett betydande slitage vid start. Risken för felaktig montering och förstörelse av snäckhjulssatsen är betydande.
Duplexa snäckväxlar skapar inga av dessa problem. De möjliggör alltid geometriskt noggrann kuggkontakt och mycket finjusterad glappjustering. Kontaktytan, bärförmågan och den faktiska verkningsgraden påverkas inte av justeringen. Eftersom duplexkuggar är utförda med en evolvent kuggform är de dessutom okänsliga för modifieringar av centrumavståndet – till exempel orsakade av snäckaxelns nedböjningar under belastning – vilket är ytterligare en tillförlitlighetsfördel i högt belastade precisionsdrev.
Duplex vs alternativ — Vad som förändras efter justering av glapp
Denna jämförelse är det centrala tekniska argumentet för att specificera duplex i precisionsdrivningar. Kolumnen "efter justering" visar vad som faktiskt händer med drivningen efter varje justering av glapp – den information som avgör om drivningen kommer att bibehålla sin positioneringsnoggrannhet vid upprepade justeringar under sin livslängd.
| Faktor | Duplexmask (axiell förskjutning) | Excentriskt nav (mittväxel) | Delad mask / Delat hjul |
|---|---|---|---|
| Kontaktgeometri efter justering | Oförändrad — geometriskt noggrann i alla positioner | Förskjuten mot spetsen eller roten — kontaktytan minskad | Periodisk oregelbundenhet vid delat plan — vibrationspuls |
| Lastkapacitet efter justering | Opåverkad — samma som före justeringen | Minskad — mindre effektiv kontaktyta | Minskad — lastobalans mellan delade halvor |
| Startslitage vid justering | Ingen — smidig ompositionering, ingen ny kontaktzon | Betydande — en ny kontaktzon måste läggas in varje gång | Betydande — ojämnheter i det delade planet orsakar slitagetopp |
| Känslighet för mittavstånd | Okänslig — involvent form anpassar sig till variationer i centrumavstånd | Känslig — måste återgå exakt till designcentrumavståndet | Känslig — vinkeljusteringen av halvorna måste vara exakt |
| Justeringsrepeterbarhet | Utmärkt — samma axiella förskjutning återställer samma glapp varje gång | Variabel — excentrisk position måste ställas in och låsas exakt | Dålig — halvpositionsjustering är svår att upprepa |
| Monteringsrisk | Låg — tydliga pilmarkeringar förhindrar felaktig orientering | Måttlig — excentriskt lås måste vara korrekt inställt | Hög — felaktig halvrotation orsakar omedelbar tandskada |
Viktiga monteringsanvisningar — Måste läsas före installation
Duplexa snäckdrev skiljer sig åt i modul mellan höger och vänster kuggyta. Denna asymmetri innebär att satsen har en specifik korrekt orientering – och endast en korrekt orientering. Att installera snäckan i fel riktning gör att centrumavståndet blir större än nominellt, vilket gör monteringen svår och ger felaktigt kuggingrepp som inte kan korrigeras genom axiell justering. Kontrollera båda aspekterna nedan före montering.

1. Verifiering av monteringens orientering
En pil som indikerar rätt monteringsriktning är präglad på både duplex-snäckan och snäckhjulet. Vid montering, placera snäckhjulet så att dess pilmarkering är vänd framåt (mot dig). Orientera snäckan så att riktningen på dess pilmarkering sammanfaller med riktningen på hjulets pilmarkering – båda pilarna pekar åt samma håll. Om monteringen är felaktig kommer centrumavståndet "a" att bli större än det nominella konstruktionsvärdet, vilket resulterar i svårigheter att slutföra monteringen och, om den tvingas, felaktig kugginkoppling som producerar överdrivet buller, vibrationer och accelererat tandslitage från första varvet.
2. Verifiering av referenspositionen för noll glapp
Ett V-spår (60°, 0,3 mm djupt) bearbetat på spetsen av en specifik duplex-snäcktand markerar referenstanden. Denna referenstanden är den tand i det axiella läget som producerar nästan noll spel (±0,045 mm) när den placeras i linje med snäckhjulets rotationscentrum, med centrumavståndet inställt på det nominella designvärdet "a". Proceduren för att ställa in noll spel är: (1) ställ in husets centrumavstånd till det nominella värdet "a"; (2) rotera snäckan tills V-spårets referenstanden är i linje med hjulets rotationsaxel; (3) lås snäckhuset eller lagerjusteringen i detta läge. För applikationer som kräver något positivt spel (för att hantera termisk expansion eller för att förhindra att tanden binder under belastning), förskjut snäckan axiellt mot den tunna änden med det beräknade beloppet innan den låses.
⚑ Servicemeddelande: Allt eftersom kugghjulssatsen slits under drift och glappet ökar, förskjut snäckan axiellt mot den tjocka änden med önskad mängd (beräknat från specifikationen för stigdifferens som medföljer varje sats). Denna justering återställer det ursprungliga nästan nollglappet utan att demontera växellådan – i de flesta utföranden är snäckaxelns axiella position justerbar via en gängad ändkåpa eller shimsbrickor. Kalibrera om glappmätningsinstrumentet efter varje justering för att bekräfta det återställda värdet innan maskinen tas i bruk igen.
Tillämpningar — Där glappkontroll är säkerhetskritisk eller noggrannhetsbegränsande
Duplexa snäckväxlar specificeras överallt där glapp är oönskat eller kan vara skadligt: för att bibehålla upprepad högprecisionspositionering i båda riktningarna, för att förhindra impulsbelastade skador när kontaktflankerna växlar, och i drivenheter där positioneringsfel ackumuleras över tid. Typiska tillämpningar inkluderar roterande och tippande bord, fräsmaskiner och pressar. Följande exempel ger den tekniska kontexten för varje tillämpnings specifika glappkrav.
- ▶CNC-rotationsbord för 4:e och 5:e axeln — Vinkelpositioneringsnoggrannheten för ett fleroperationscenters roterande bord avgör direkt dimensionsnoggrannheten för bearbetade detaljer på arbetsstycket. Ett glapp på 0,1 mm vid en stigningsradie på 150 mm motsvarar 2,3 bågminuters positionsfel, vilket ger ett synligt steg på den bearbetade ytan när bordet ändrar riktning för en finbearbetning. En duplex snäckväxel justerad till ±0,045 mm glapp vid snäckhjulets stigningscirkel motsvarar cirka 0,2–0,5 bågminuters positionsfel – under tröskeln för synliga arbetsstyckesdefekter vid standardbearbetningsmatningar.
- ▶Matning av precisionsfräsbord — Bordmatningsdrivningar på bäddfräsmaskiner använder snäckhjul för den slutliga reduktionen av tvärmatning och längsmatning. Glapp i bordmatningen uppträder som en "fördröjning" när matningsriktningen reverseras — bordet rör sig inte lika långt som glappet, men kommer sedan plötsligt ikapp. Detta skapar en plan punkt eller ett steg på den bearbetade profilen vid varje riktningsomkastning. Duplexa snäckhjulsdrivningar upprätthåller en jämn matningsrörelse i båda riktningarna, vilket möjliggör dubbelriktad konturering utan de korrigeringsförskjutningar för matningsomkastning som krävs för att kompensera för glapp i vanliga snäckhjulsdrivningar.
- ▶Mekaniska pressar och formningsutrustning — Kolvpositionsdrivningar på precisionspressar och formpressar måste återföra kolven till en exakt referensposition (vanligtvis inom ±0,02 mm) för varje slag för att bibehålla en konsekvent detaljgeometri över en produktionskörning. Glapp i drivningen gör att kolvens position är obestämd vid reverseringsögonblicket — kolven kan stanna i vilken position som helst inom glappbandet. Under en produktionskörning med tusentals slag producerar detta dimensionsvariationer som försämrar detaljkvaliteten och kan orsaka verktygsskador om kolven kommer i kontakt med formsatsen i en vinkel.
- ▶Teleskop- och antenndrivare för azimut/elevation — Astronomiska teleskop och kommunikationsantenner måste kontinuerligt följa en målposition samtidigt som de växlar mellan accelerations- och retardationsfaser. Bakslag orsakar ett "hopp" i pekvinkeln vid varje reversering — drivenheten måste accelerera genom bakslagsgapet innan lasten återinkopplas. Detta hopp syns som en kortvarig förlust av spårningsnoggrannhet, mätbar på positionskodaren. För radioteleskop och högupplösta optiska system försämrar detta fel direkt signalkvaliteten från den spårade källan.
- ▶Koordinatmätningsmaskinens (CMM) axlar — CMM-rotations- och lutningsaxlar måste positionera en probspets inom ±1–5 µm från den kommenderade positionen. Vid snäckhjulets stigningscirkel för en typisk CMM-rotationsaxel, översätts även ±0,045 mm snäckhjulsglapp till vinkelpositionsfel. Av denna anledning använder CMM-rotationsaxlar vanligtvis en förspänd snäckdrivning – duplexenheten justerad förbi noll glapp till lätt förspänning – för att helt eliminera glappdödbandet. Det förspända tillståndet kräver noggrann justering för att undvika överdriven friktion, vilket skulle försämra positioneringens repeterbarhet på ett annat sätt.

Produktionsanläggning
Tillverkning av duplexa snäckväxlar kräver noggrannare dimensionskontroll än standardsnäckväxelproduktion eftersom skillnaden i stigning mellan flankerna måste hållas inom en snävare tolerans – alla fel i stigningsdifferentialen producerar direkt ett fel i glappjusteringsområdet. Korea Ever-Power använder dedikerade precisions-NC-kugghjulsslipmaskiner för duplex snäckgängslipning, med mätning under processen för att verifiera stigningsdifferentialen vid flera axiella positioner innan snäckan frigörs från slipningsoperationen.
 |
 |
 |
 |
Relaterade komponenter

Standard snäckhjulssatser för generella industriella drivningar finns tillgängliga tillsammans med duplexkonfigurationer för precisionsapplikationer. precisionsmaskväxelreducerare hus med duplexa snäckaxlar och justerbara snäcklagerarrangemang, och den fullständiga katalog över maskdriftkomponenter, finns tillgängliga från samma tillverkningskälla. Specifikationer för ledningsskillnader och datablad för glappjustering medföljer varje duplexsats.
Vanliga frågor
Vad händer exakt om duplexmasken monteras i fel riktning (pilarna matchar inte)?
Snäckan och hjulet är konstruerade för en specifik relativ orientering eftersom gängan är tjockare i ena änden. Om snäckan är omvänd, presenteras den tjocka änden av gängan mot kuggspaltarna som är konstruerade för den tunna änden - centrumavståndet "a" mellan axelaxlarna blir större än det nominella konstruktionsvärdet. I praktiken innebär detta att huset antingen inte kan bultas fast (om interferensen är stor) eller kan stängas men producerar bindning och överdriven friktion vid första rotationen. Om den tvingas förbi denna bindning, kommer kuggflankerna i kontakt med felaktiga positioner under hög belastning, och kuggskador uppstår omedelbart. Pilmarkeringarna finns specifikt för att förhindra detta fel - verifieringen av dem tar 30 sekunder och förhindrar omedelbar kugghjulsförstörelse.
Hur många gånger kan drivningen justeras innan masken måste bytas ut?
I princip kan drivningen justeras i oändlighet så länge snäckans och hjulets kuggytor bibehåller tillräcklig materialtjocklek och ytkvalitet. Snäckan har ett begränsat användbart justeringsområde – avståndet från den tunna änden till den tjocka änden – vilket motsvarar en specifik mängd ackumulerat slitage på hjulets kuggyta. När snäckan har flyttats till sitt maximala justeringsläge och spelet fortfarande är utanför specifikationen, har hjulkuggarna slitits utöver konstruktionsgränsen och uppsättningen måste bytas ut. I praktiken, för en korrekt smord drivning som arbetar inom nominell belastning, kan en duplex snäcksats justeras 3–6 gånger under sin livslängd innan den byts ut, vilket effektivt multiplicerar livslängden jämfört med en standard snäcksats med en faktor 3–6.
Är en duplex-maskuppsättning utbytbar med en standardmaskuppsättning i samma modul?
Nej — en duplex-snäcka kan inte användas med ett standardsnäckhjul, och en standardsnäcka kan inte användas med ett duplex-snäckhjul. Hjulkuggprofilerna fram och bak skiljer sig åt i en duplex-uppsättning; användning av fel snäcka ger felaktig kontakt på ena flanken och ingen kontakt på den andra. Centrumavståndet, modulen och tryckvinkeln är nominellt desamma mellan duplex- och standardversioner, men snäckan och hjulet måste alltid användas som matchade par från samma duplexdesign.
Kan duplexenheten justeras bortom noll glapp vid förspänning?
Ja – att förskjuta snäckan axiellt längre mot den tjocka änden förbi noll-glapp-läget skapar en liten mängd förspänning (negativt glapp). Förspända snäckdrev eliminerar helt det döda bandet för glapp och används i CMM-rotationsaxlar och högprecisionspositioneringssteg. Förspänningen ökar dock friktionen vid nätet, vilket ökar strömförbrukningen och genererar mer värme, och avsevärt accelererar tandslitaget eftersom oljefilmen är tunnare under konstant kompression. För de flesta tillämpningar är det en bättre balans mellan positioneringsnoggrannhet och livslängd att ställa in glapp på ±0,045 mm snarare än full förspänning.
Vilken precisionsklass finns tillgänglig för duplexa snäckväxlar?
Duplexa snäckväxlar tillverkas enligt DIN-precisionsklasser från DIN6 till DIN9. För roterande bord och fräsmaskiner är DIN6 (±8–12 bågsekunder stegfel vid M5) standardspecifikationen. För teleskop- och CMM-applikationer finns DIN5 tillgänglig på begäran med förlängd ledtid för de ytterligare slipnings- och verifieringsoperationer som krävs. Kontakta oss med dina krav på vinkelpositioneringsnoggrannhet, modul och antal hjultänder – vi rekommenderar lämplig DIN-klass och ger ett pris och ledtid för din specifika konfiguration.
Kundrecensioner
Kim Hyun-jae — CNC-applikationsingenjör, Seoul Machine Tool Co. (kvartal 4 2025)
Vi behövde en maskdrivning med noll glapp för en uppgradering av ett precisionsrotationsbord på en femaxlig fleroperationsmaskin. Duplexsatsen från Korea Ever-Power — DIN6 klass M5, Z60, plåtbronsskiva — levererades. Vinkelrepeterbarhet mätt med en Renishaw AxiSet-prob: ±9 bågsekunder dubbelriktad. Efter 6 månaders kontinuerlig dubbelriktad kontureringsoperation mättes glappet till 0,038 mm — fortfarande inom ±0,045 mm-specifikationen utan någon justering. Korea Ever-Power levererade specifikationen för stigningsskillnaden och proceduren för glappjustering med satsen, vilket vårt applikationsteam behövde för dokumentationen av maskinintegrationen.
Park Jin-woo — Konstruktionsingenjör, Gyeonggi Precision Equipment (kv1 2026)
Vi utvärderade duplex-snäckmotorer mot förspända kulskruvar för en precisionspresspositioneringsaxel. Duplex-snäckmotorn vann på tre kriterier: lastkapacitet under excentrisk pressbelastning, självlåsande säkerhet när hydraultrycket sjunker och installationskostnad. Korea Ever-Powers ingenjörsteam tillhandahöll specifikationen för ledningsskillnaden och ett fungerande exempel för att ställa in den axiella snäckmotorns position för vårt specifika målspel på 0,030 mm. Monteringen var enkel – pilmarkeringarna är tydligt synliga och V-spårets referenstanden är lätt att identifiera. Första produktionsbatchen levererades på 24 dagar.
Choi Dong-jun — Teknisk inköpare, Incheon Measurement Systems (början av 2026)
Anskaffade duplexuppsättningar för en roterande axel för koordinatmätningsmaskiner. Nära noll glapp är avgörande för vår noggrannhet vid reversering av skanningsvägen – vi kan inte använda glappkompensation i CMM-styrenheten eftersom pulsgivarens återkoppling är för långsam för att fånga dödbandet vid vår probhastighet. Korea Ever-Power tillhandahöll referenspositionsdata för V-spåret och glappverifieringsproceduren med leveransen. Alla tre provuppsättningarna mättes med 0,041–0,046 mm glapp vid det angivna nominella centrumavståndet – i överensstämmelse med specifikationen ±0,045 mm. Leveransen skedde 23 dagar från inköpsbekräftelse.
Oh Sung-woo — Teleskopdriftsingenjör, Busan observatorieutrustning (3:e kvartalet 2025)
Vi använder duplex-snäckmotorer för azimutaxeln på bärbara teleskop av forskningsklass. Det viktigaste kravet är att motorn måste spåra kontinuerligt i en riktning i timmar utan reversering, sedan svänga tillbaka och återuppta spårningen – reverseringsspelet får inte få målet att hoppa ur synfältet i det ögonblick riktningsändringen sker. Med duplex-inställningen justerad till 0,040 mm glapp vid vårt M6 Z80-hjul (stigningsradie 240 mm) är vinkelsprånget vid reversering 0,57 bågminuter – under vår tröskel på 1 bågminut. Korea Ever-Power var den enda leverantören som förstod applikationen och kunde specificera korrekt stigningsskillnad för vår modul och centrumavstånd utan att kräva en avgift för ingenjörsstudie.
Packning och frakt

Varje duplexmatchad uppsättning är individuellt förpackad i rostskyddspapper och förseglad i en polyetenpåse. Specifikationsbladet för blyskillnad och databladet för glappjustering medföljer varje uppsättning. Ytterförpackning i en styv kartong eller trälåda beroende på kvantitet. Internationell leverans med DHL, FedEx, TNT eller UPS. Betalning: T/T eller L/C före leverans.
Ytterligare information
| Redaktör | Cxm |
|---|
Relaterade produkter
-

Legerat stålmask och snäckväxel för bildelar
-

Anpassad snäckväxelsats | OEM/ODM, utväxling 20:1–300:1, fullständig material- och växeltypstäckning
-

Snäckväxel i rostfritt stål för CNC | ANSI/DIN, Modul 1–3, Hårdhet 55–60 HRC
-

Cylindriskt snäckhjul | Linjekontakt, hög lastkapacitet, brons och gjutjärn
-

Mässingsmaskhjul | M0.5, 20T×1T matchande set
-

Snäckhjul | Modul M3–M12, utväxling 20:1–300:1, nätkontaktväxellåda
-

Snäckväxel i plast | POM och nylon, modul M0.2–M2.0, självsmörjande drivning

























