双联蜗轮 | 双导程,连续可调背隙

双导程蜗轮蜗杆传动装置,左右两侧齿面模数不同——齿厚沿蜗杆长度方向线性增加,可通过轴向移动蜗杆将齿隙调整至接近零(±0.045 mm),而无需改变接触几何形状或降低承载能力。装配时,蜗杆和齿轮上的箭头标记必须对齐;V形槽基准齿用于确定零齿隙位置。该装置适用于数控旋转工作台、精密铣床、压力机、伸缩驱动器和三坐标测量机定位轴。
产品概述
所有标准蜗轮蜗杆传动装置都会随着齿面磨损而产生齿隙。磨损的金属无法去除——中心距无法减小,因此,在标准传动装置中,消除蜗杆螺纹侧面与蜗轮齿面之间间隙的唯一方法是同时更换蜗杆和蜗轮。这既昂贵又耗时,但对于大多数工业传动装置而言,由于齿隙规格并非至关重要,因此可以接受。然而,在精密定位传动装置中——例如数控旋转工作台、铣床进给系统和测量机轴——即使是 0.05 毫米的角齿隙也过大。对于直径为 100 毫米的蜗轮,0.05 毫米的齿隙在其节圆上会转化为约 3.4 弧分的定位误差,足以在加工工件表面造成可见的不规则性。韩国永力蜗轮有限公司生产的双联蜗轮组(也称双导程蜗轮)通过使蜗杆的齿厚沿其长度方向连续变化来解决这个问题,这样,蜗杆的轴向移动即可恢复原始齿隙,而无需更换任何部件。 双联蜗轮蜗杆 在驱动器的使用寿命期间,凡需要保持双向定位精度的地方,设置都是正确的解决方案。
双导线原理的工作原理——工程机制
双联蜗杆的制造工艺是在每个螺纹的左右两侧分别采用略微不同的导程值。这种差异虽小,但控制得非常精确——通常两侧轴向节距的差异仅为十分之几毫米。这种差异导致蜗杆的齿厚(在节圆处测量)从一端到另一端连续增加。在较薄的一端,蜗杆螺纹与齿轮齿隙配合较松,存在可测量的齿隙。在较厚的一端,蜗杆螺纹与齿轮齿隙配合紧密,几乎没有齿隙。相邻螺纹之间的间隙(齿隙宽度)也相应减小——螺纹和间隙互为补充。
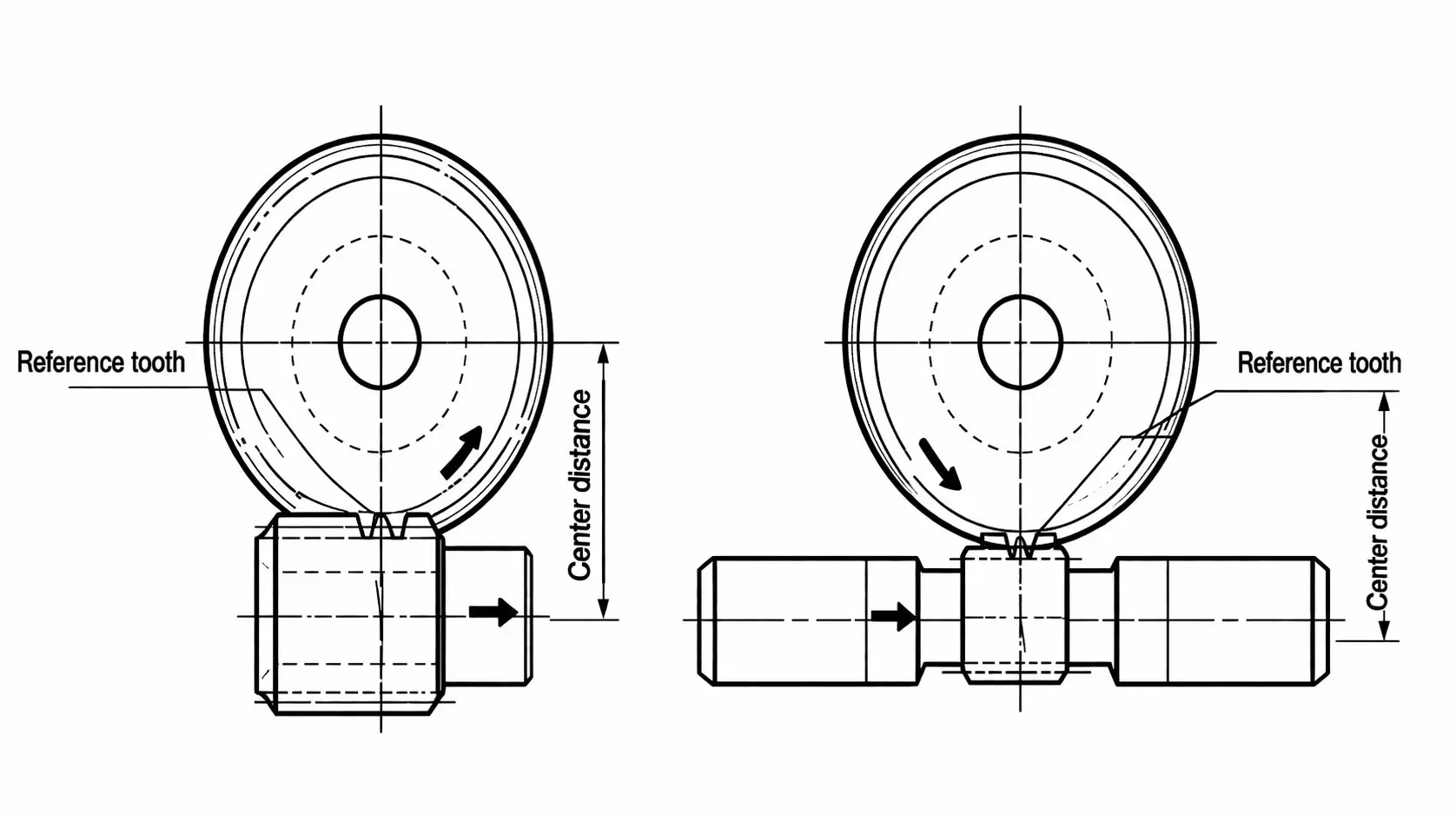
齿隙调整是通过轴向移动蜗杆来实现的,使蜗杆具有所需齿厚的截面与齿轮接触,从而获得所需的齿隙(图1)。这样,在安装齿轮时,可以将齿隙调整到任何所需值。即使是严重磨损的齿轮,也可以进行精细且连续的调整,而不会改变齿接触几何形状或产生啮合干涉——这是相对于其他所有齿隙控制方法的关键优势。
在蜗轮蜗杆中,两侧齿廓的不同模数导致齿顶修正系数不同,并且每个齿的前后两侧滚动圆直径也不同。由于这种不对称性,齿廓在前后两侧有所不同。然而——这对于理解双联蜗杆的工作原理至关重要——每个齿的厚度和齿隙在整个蜗轮圆周上保持不变。这意味着蜗杆可以移动到任何轴向位置,并且蜗杆在该位置的齿廓几何形状始终与蜗杆正确匹配。不存在比其他位置接触更好的“优选”轴向位置——接触质量在整个调节范围内保持一致。
四种替代的间隙调整方法——为什么每种方法都存在不足
在双联蜗轮蜗杆传动装置广泛应用之前,工程师们曾使用过其他四种方法来控制蜗轮蜗杆传动中的齿隙。了解每种方法的不足之处,就能明白为什么双联蜗轮蜗杆传动装置是精密定位应用的更优解决方案。
| 替代方法 | 工作原理 | 为什么这会造成问题 |
|---|---|---|
| 偏心轮毂中心距变化 | 蜗杆轴和轮轴都安装在偏心轮毂中,通过旋转轮毂来改变中心距。 | 改变中心距会改变接触模式——蜗杆和齿轮是针对特定的中心距设计的,偏离中心距会使接触区向齿尖或齿根方向移动,从而减小接触面积并增加齿轮应力集中。由于啮合处的油膜几何形状遭到破坏,效率会降低。每次调整都会导致启动时磨损显著,因为新的接触区需要磨合。 |
| 圆锥蜗杆轴向位移 | 蜗杆略呈锥形——一端直径较大——并沿轴向移动,使不同直径的部分与轮子接触。 | 锥形蜗杆在移动过程中会改变有效节圆直径,从而改变啮合处的接触法线方向和压力角。这意味着调整后的驱动装置不再以设计压力角运行——齿面上的载荷发生变化,在严重情况下,齿形可能导致边缘接触。制造具有所需轮廓精度的锥形蜗杆在技术上也极具挑战性。 |
| 分裂蠕虫——分为两半(奥特系统) | 蜗杆被切成两半,这两半可以相互旋转或轴向移动,从而增加螺纹的有效厚度。 | 将蜗杆劈开会在劈裂面造成几何形状不规则——接合处的螺纹轮廓不连续。这种不规则性表现为每次劈裂面穿过啮合面时都会产生周期性噪声和振动峰值。劈裂处两半蜗杆的对齐至关重要,但在运行载荷下难以保持。装配不当(例如,其中一半旋转角度错误)会导致齿轮立即损坏的风险很高。 |
| 分体式车轮——两个圆盘 | 蜗轮被分成两个同轴的圆盘,这两个圆盘彼此相对旋转,使得有效齿宽能够同时从两侧充满蜗杆螺纹间隙。 | 与分体式蜗杆类似,双盘式齿轮也会在两个盘片之间引入载荷不平衡。承受驱动侧载荷的盘片在首次接触时承受全部扭矩;第二个盘片的载荷仅限于其角位移与第一个盘片精确匹配的程度。制造和精确设置这种角度关系以实现载荷均分极其困难。此外,该组件的扭转刚度也更高,并且在接触区域的盘片界面之间更容易发生微动磨损。 |
这四种方法都存在相同的根本问题,技术文献中已对此进行了阐述: 频繁的调整会干扰几何啮合的精确性。它们会改变接触区域的轮廓,并改变其形状和尺寸。由此,它们会降低承载能力并降低效率。每次调整都会造成显著的启动磨损。不当装配和蜗轮蜗杆机构损坏的风险相当大。
双联蜗轮不会产生上述任何问题。它们始终能够实现几何精度极高的齿接触,并可进行非常精细的齿隙调整。接触面积、承载能力和实际效率均不受调整的影响。此外,由于双联齿采用渐开线齿形,因此它们对中心距的变化(例如,由蜗杆在负载下的挠曲引起)不敏感,这在重载精密传动中是另一项可靠性优势。
双工与替代方案——反冲调整后有哪些变化
这种对比是精密驱动器采用双工模式的核心工程论证。“调整后”列记录了每次反冲调整后驱动器的实际变化——这些信息决定了驱动器在使用寿命期间反复调整后能否保持其定位精度规格。
| 因素 | 双工蠕虫(轴向移位) | 偏心轮毂(中心偏移) | 分体式蜗杆/分体式轮 |
|---|---|---|---|
| 调整后的接触几何形状 | 保持不变——在所有位置都具有几何精确性 | 向尖端或根部偏移——接触面积减小 | 分裂平面上的周期性不规则性——振动脉冲 |
| 调整后的负载能力 | 不受影响——与调整前相同 | 减少——较小的有效接触面积 | 减少——分割后的两部分之间的负载不平衡 |
| 启动磨损调整 | 无——平稳重新定位,无新的接触区 | 重要提示——每次新的接触区都必须适应 | 显著——分裂平面不规则性导致磨损激增 |
| 中心距离灵敏度 | 不敏感——渐开线形状可适应中心距变化 | 敏感——必须精确地回到设计中心距离 | 灵敏度要求——两半的角度对齐必须非常精确。 |
| 调整重复性 | 非常好——每次轴向位移都能恢复相同的间隙 | 变量——偏心位置必须精确设置并锁定。 | 差——半位置对齐难以重复 |
| 组装风险 | 低矮——清晰的箭头标记可防止方向错误。 | 中等难度——偏心锁必须正确设置 | 高位——错误的半旋转会导致牙齿立即受损 |
重要组装说明——安装前必须阅读
双联蜗轮蜗杆左右齿面的模数不同。这种不对称性意味着该蜗轮组只有一种正确的安装方向。蜗杆安装方向错误会导致中心距大于标称值,从而增加装配难度,并造成无法通过轴向调整纠正的啮合错误。请在装配前确认以下两点。

1. 确认组件方向
双联蜗杆和蜗轮上都印有指示正确装配方向的箭头。装配时,应将蜗轮的箭头标记朝向前方(朝向您)。调整蜗杆的方向,使其箭头标记的方向与蜗轮的箭头标记方向一致——两个箭头指向同一方向。如果装配错误,中心距“a”将大于标称设计值,导致装配困难;如果强行装配,则会导致齿轮啮合不良,从而产生过大的噪音、振动,并且从第一圈开始就会加速齿轮磨损。
2. 验证零背隙参考位置
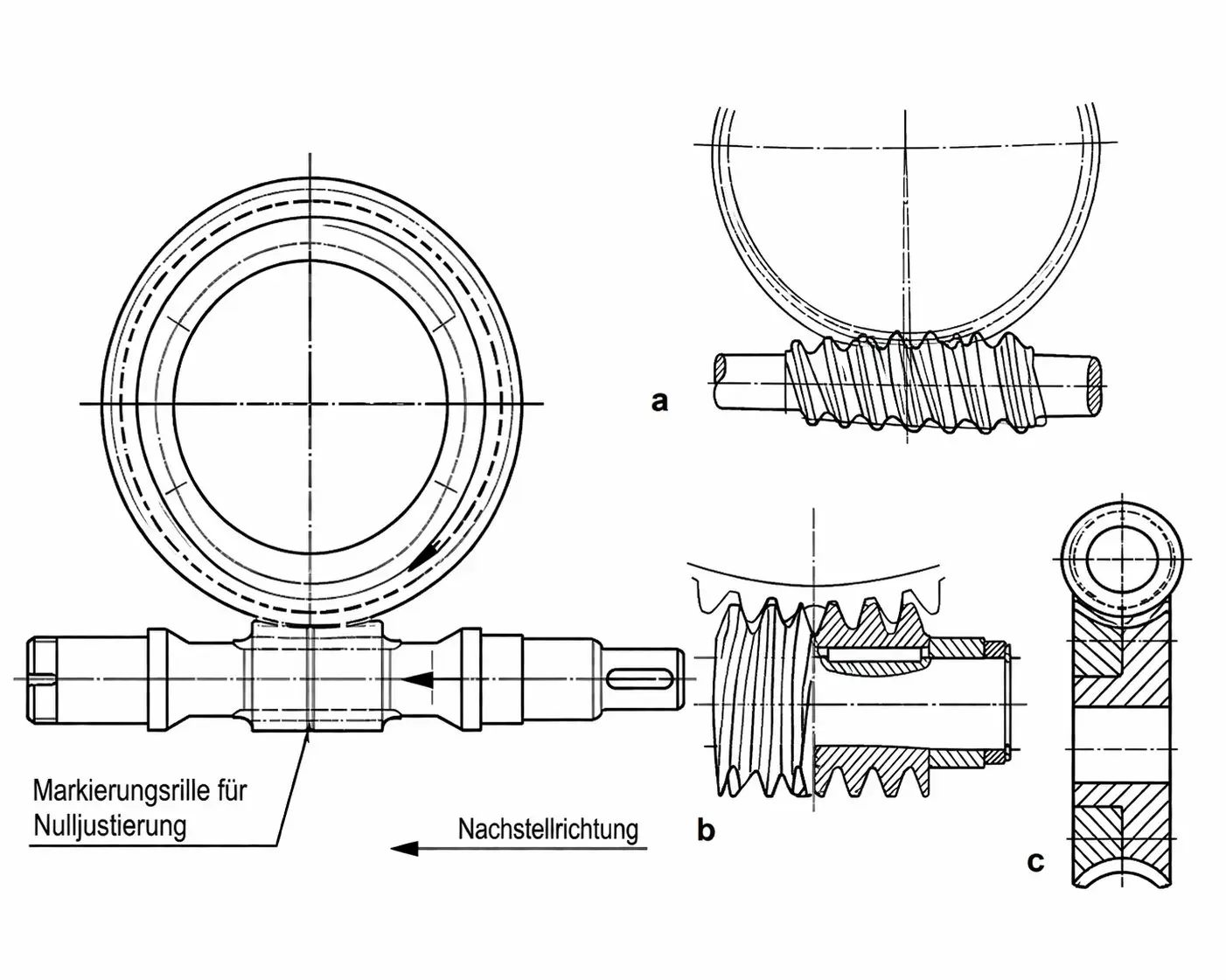
在特定双联蜗杆齿尖外缘加工的V形槽(60°,0.3 mm深)标记了参考齿。该参考齿位于轴向位置,当其与蜗轮旋转中心对齐,且中心距设置为标称设计值“a”时,可产生接近零齿隙(±0.045 mm)的齿。零齿隙的设置步骤如下:(1)将蜗壳中心距设置为标称值“a”;(2)旋转蜗杆,直至V形槽参考齿与蜗轮旋转轴线对齐;(3)将蜗壳或轴承调整锁定在该位置。对于需要略微正齿隙的应用(例如,为了适应热膨胀或防止负载下齿轮卡死),在锁定之前,将蜗杆沿轴向向细端移动计算出的距离。
⚑ 服务说明: 随着齿轮组在使用过程中磨损,齿隙增大,应将蜗杆沿轴向向粗端移动所需距离(根据每套齿轮组提供的导程差规格计算)。此调整可在不拆卸齿轮箱的情况下恢复接近零的原始齿隙——在大多数设计中,蜗杆轴的轴向位置可通过螺纹端盖或垫片组进行调节。每次调整后,在将机器重新投入使用前,应重新校准齿隙测量仪以确认恢复值。
应用场景——反冲控制对安全至关重要或精度有限制的场合
双联蜗轮蜗杆适用于任何不希望出现或可能造成损害的场合:例如,为了在两个方向上保持重复的高精度定位,防止接触面交替时因冲击载荷而造成的损坏,以及在定位误差会随时间累积的驱动装置中。典型应用包括旋转工作台和倾斜工作台、铣床和压力机。以下示例提供了每种应用具体反间隙要求的工程背景。
- ▶CNC四轴和五轴旋转工作台 加工中心旋转工作台的角度定位精度直接决定工件加工特征的尺寸精度。在150毫米节圆半径处,0.1毫米的齿隙会转化为2.3弧分的定位误差,当工作台反转进行精加工时,会在加工表面上产生可见的台阶。双蜗轮蜗杆传动装置,如果蜗轮节圆处的齿隙调整至±0.045毫米,则定位误差约为0.2-0.5弧分——低于标准加工进给速度下工件出现可见缺陷的阈值。
- ▶精密铣床工作台进给 — 床式铣床的工作台进给驱动装置采用蜗轮蜗杆进行横向进给和纵向进给的最终减速。工作台进给的间隙会导致进给方向反转时出现“停顿”——工作台在一段等于间隙的距离内不会移动,然后突然追上。这会在每次方向反转时在加工轮廓上产生平坦区域或台阶。双蜗轮蜗杆驱动装置可保持两个方向的一致进给运动,从而无需像标准蜗轮蜗杆驱动装置那样通过进给反转补偿来补偿间隙,即可实现双向轮廓加工。
- ▶机械压力机和成型设备 精密冲压成型机的滑块定位驱动装置必须确保滑块在每次行程后都能精确返回到参考位置(通常在±0.02毫米以内),以保证整个生产过程中零件几何形状的一致性。驱动装置的间隙会导致滑块在反转瞬间的位置不确定——滑块可能停在间隙范围内的任何位置。经过数千次行程的生产,这会产生尺寸偏差,降低零件质量,如果滑块以一定角度接触模具,还可能损坏模具。
- ▶望远镜和天线方位角/仰角驱动装置 天文望远镜和通信天线必须在加速和减速交替的过程中持续跟踪目标位置。反冲会导致每次反向运动时指向角出现“跳变”——驱动装置必须先加速通过反冲间隙,负载才能重新啮合。这种跳变表现为跟踪精度的短暂损失,可通过位置编码器测量。对于射电望远镜和高分辨率光学系统而言,这种误差会直接降低被跟踪源的信号质量。
- ▶坐标测量机(CMM)轴 — 三坐标测量机 (CMM) 的旋转轴和倾斜轴必须将测头定位到指令位置的 ±1–5 µm 以内。在典型的 CMM 旋转轴的蜗轮节圆上,即使 ±0.045 mm 的蜗轮间隙也会转化为角度位置误差。因此,CMM 旋转轴通常采用预紧式蜗轮驱动——将双联蜗轮组调整到略微预紧的状态,以完全消除间隙死区。预紧状态需要仔细调整,以避免过大的摩擦力,否则会以另一种方式降低定位重复性。

生产设施
双联蜗轮的制造比标准蜗轮的制造需要更严格的尺寸控制,因为蜗轮两侧齿距差必须保持在更严格的公差范围内——齿距差的任何误差都会直接导致齿隙调整范围的误差。韩国永力动力公司采用专用精密数控齿轮磨床进行双联蜗轮螺纹磨削,并在磨削过程中进行测量,以在蜗轮脱离磨削工序前,验证多个轴向位置的齿距差。
 |
 |
 |
 |
相关组件

除适用于精密应用的双工配置外,还提供适用于一般工业驱动的标准蜗轮蜗杆传动装置。 精密蜗轮减速器 带有双蜗杆轴和可调蜗杆轴承装置的壳体,以及完整的 蜗轮蜗杆传动组件目录这些产品均来自同一制造商。每套双联电机组件均附带导程差规格和反冲调整数据表。
常见问题解答
如果双链蠕虫组装方向错误(箭头不匹配),究竟会发生什么?
由于螺纹一端较粗,蜗杆和齿轮的设计是基于特定的相对方向。如果蜗杆装反,螺纹较粗的一端会与原本为螺纹较细的一端设计的齿槽啮合——轴心距“a”会大于标称设计值。实际上,这意味着壳体要么无法用螺栓固定(如果干涉量很大),要么可以固定,但在第一次旋转时会产生卡滞和过大的摩擦。如果强行克服这种卡滞,齿轮齿面会在高应力下以错误的位置接触,并立即造成齿轮损坏。箭头标记正是为了防止这种错误而设置的——检查这些标记只需30秒,即可避免齿轮立即损坏。
在必须更换蜗杆之前,驱动器可以重新调整多少次?
原则上,只要蜗杆齿面和轮齿面保持足够的材料厚度和表面质量,传动装置就可以无限次地进行调整。蜗杆的有效调整范围是有限的——即从薄端到厚端的距离——这对应于轮齿面上的特定磨损量。一旦蜗杆调整到最大调整位置,而齿隙仍然超出规格,则说明轮齿的磨损已超过设计极限,此时必须更换整套传动装置。实际上,对于润滑良好且在额定负载下运行的传动装置,双联蜗杆传动装置在其使用寿命内可以调整 3 到 6 次才需要更换,这使其使用寿命比标准蜗杆传动装置延长了 3 到 6 倍。
双工蜗杆组与同一模块的标准蜗杆组可以互换吗?
不——双联蜗杆不能与标准蜗轮一起使用,标准蜗杆也不能与双联蜗轮一起使用。双联蜗轮前后齿廓不同;使用错误的蜗杆会导致一侧啮合不良,另一侧啮合不良。双联蜗轮和标准蜗轮的中心距、模数和压力角名义上相同,但蜗杆和蜗轮必须始终作为同一双联蜗轮设计中的匹配对使用。
双工驱动器能否调整到零齿隙以上,实现预紧?
是的——将蜗杆沿轴向进一步向粗端移动,超过零齿隙位置,会产生少量预紧力(负齿隙)。预紧蜗杆传动装置可以完全消除齿隙死区,常用于三坐标测量机的旋转轴和高精度定位平台。然而,预紧力会增加啮合处的摩擦,从而提高功耗并产生更多热量,并且由于油膜在持续压缩下变薄,会显著加速齿轮磨损。对于大多数应用而言,将齿隙设置为±0.045毫米而不是完全预紧,是定位精度和使用寿命之间更好的平衡点。
双联蜗轮蜗杆传动装置有哪些精度等级?
双联蜗轮蜗杆的制造符合 DIN 6 至 DIN9 的精度等级标准。对于旋转工作台和铣床应用,DIN6(M5 齿距下单齿节距误差为 ±8–12 角秒)是标准规格。对于望远镜和三坐标测量机应用,可根据要求提供 DIN5 规格,但由于需要额外的磨削和验证工序,交货周期会延长。请告知我们您的角度定位精度要求、模数和齿轮齿数,我们将根据您的具体配置推荐合适的 DIN 等级并提供报价和交货周期。
用户评价
金贤宰 — 首尔机床公司数控应用工程师(2025年第四季度)
我们需要一套零背隙蜗轮蜗杆传动装置,用于五轴加工中心精密旋转工作台的升级。韩国Ever-Power公司提供的双工蜗轮蜗杆传动装置——DIN6 M5级,Z60,锡青铜丝——完全符合要求。使用雷尼绍AxiSet测头测量角度重复性:双向±9角秒。经过6个月的连续双向轮廓加工后,背隙测量值为0.038毫米——无需任何调整,仍保持在±0.045毫米的规格范围内。韩国Ever-Power公司随装置提供了导程差规格和背隙调整程序,我们的应用团队需要这些信息来编写机器集成文档。
朴镇宇 — 设计工程师,京畿精密设备公司(2026年第一季度)
我们对双联蜗杆传动装置和预紧滚珠丝杠传动装置在精密压力机定位轴上的应用进行了评估。双联蜗杆传动装置在三个方面胜出:偏心压力下的承载能力、液压下降时的自锁安全性以及安装成本。韩国永力动力公司的工程团队提供了导程差规格,并提供了一个示例,用于根据我们设定的0.030毫米特定反向间隙目标值来设置轴向蜗杆位置。装配过程非常简单——箭头标记清晰可见,V形槽参考齿也易于识别。首批产品在24天内交付。
崔东俊 — 仁川测量系统公司技术采购员(2026年初)
为坐标测量机旋转轴采购了双工位测头组。近乎零的齿隙对于我们的扫描路径反转精度至关重要——由于编码器反馈速度太慢,无法在我们的测头速度下捕捉死区,因此我们无法在坐标测量机控制器中使用齿隙补偿。韩国永力动力公司随货提供了V型槽参考位置数据和齿隙验证程序。所有三套样品在指定的标称中心距下测量的齿隙均为0.041–0.046毫米,符合±0.045毫米的规格要求。从订单确认到交货用时23天。
吴成宇 — 釜山天文台设备望远镜驱动工程师(2025年第三季度)
我们在科研级便携式望远镜的方位轴上使用双工蜗轮蜗杆驱动。关键要求是驱动装置必须能够连续数小时沿同一方向跟踪目标而不发生反转,然后回转并继续跟踪——反转时的反冲不能导致目标在方向改变的瞬间跳出视场。在我们的M6 Z80蜗轮(螺距半径240毫米)上,双工蜗轮蜗杆的反冲调整至0.040毫米后,反转时的角度跳动为0.57角分——低于我们设定的1角分阈值。韩国永能动力公司是唯一一家了解此应用并能为我们的模块和中心距指定正确超前差而无需支付工程研究费用的供应商。
包装与运输

每套双联匹配线均单独用防腐纸包裹,并密封于聚乙烯袋中。每套线均附带导通差规格表和反冲调整数据表。外包装根据数量采用硬纸箱或木箱。国际运输通过DHL、FedEx、TNT或UPS进行。付款方式:发货前电汇(T/T)或信用证(L/C)。
附加信息
| 编辑 | CXM |
|---|
































