Dupleks-ussülekanne | Kahekordse juhtmega, pidevalt reguleeritav lõtk

Dupleks- (kahekäigulised) ussiülekandekomplektid, millel on vasakul ja paremal küljel erinevad moodulid – hamba paksus suureneb lineaarselt mööda ussi pikkust, võimaldades lõtku aksiaalse ussinihke abil reguleerida peaaegu nullini (±0,045 mm) ilma kontaktgeomeetriat muutmata või kandevõimet vähendamata. Kokkupanek nõuab nii ussil kui ka rattal sobivaid noolemärke; V-sooneline võrdlushammas määrab lõtkuvaba asendi. Kasutatakse CNC-pöördlaudades, täppisfreespinkides, pressides, teleskoopajamites ja CMM-i positsioneerimistelgedes.
Toote ülevaade
Iga standardne ussülekanne kogub hambapindade kulumisel lõtku. Kulunud metall on kadunud – keskpunktide kaugust ei saa vähendada ja ainus viis ussi keerme külje ja ratta hambapinna vahelise tühimiku sulgemiseks standardses ajamis on nii ussi kui ka ratta väljavahetamine. See on kulukas ja aeganõudev, kuid enamiku tööstuslike ajamite puhul on see vastuvõetav, kuna lõtku spetsifikatsioon ei ole kriitilise tähtsusega. Täppispositsioneerimisajamites – CNC-pöördlauad, freespinkide etteandesüsteemid, mõõtemasinate teljed – on isegi 0,05 mm nurklõtk liiga palju. 0,05 mm lõtk 100 mm läbimõõduga ratta ussiratta sammuringil tähendab umbes 3,4 kaareminuti suurust positsiooniviga, mis on piisav, et põhjustada töödeldud toorikul nähtavaid pinnaebatasasusi. Korea Ever-Power Worm Gear Co., Ltd toodab dupleks-ussülekandekomplekte – mida nimetatakse ka kahekäigulisteks ussülekanneteks –, mis lahendavad selle probleemi, pannes ussi hamba paksuse kogu pikkuses pidevalt varieeruma, nii et ussi aksiaalne nihe taastab algse lõtku ilma ühtegi komponenti vahetamata. See... dupleks-ussiülekanne komplekt on õige lahendus kõikjal, kus kahesuunalist positsioneerimistäpsust tuleb säilitada kogu ajami kasutusea jooksul.
Kuidas kahejuhtmeline printsiip töötab — tehniline mehhanism
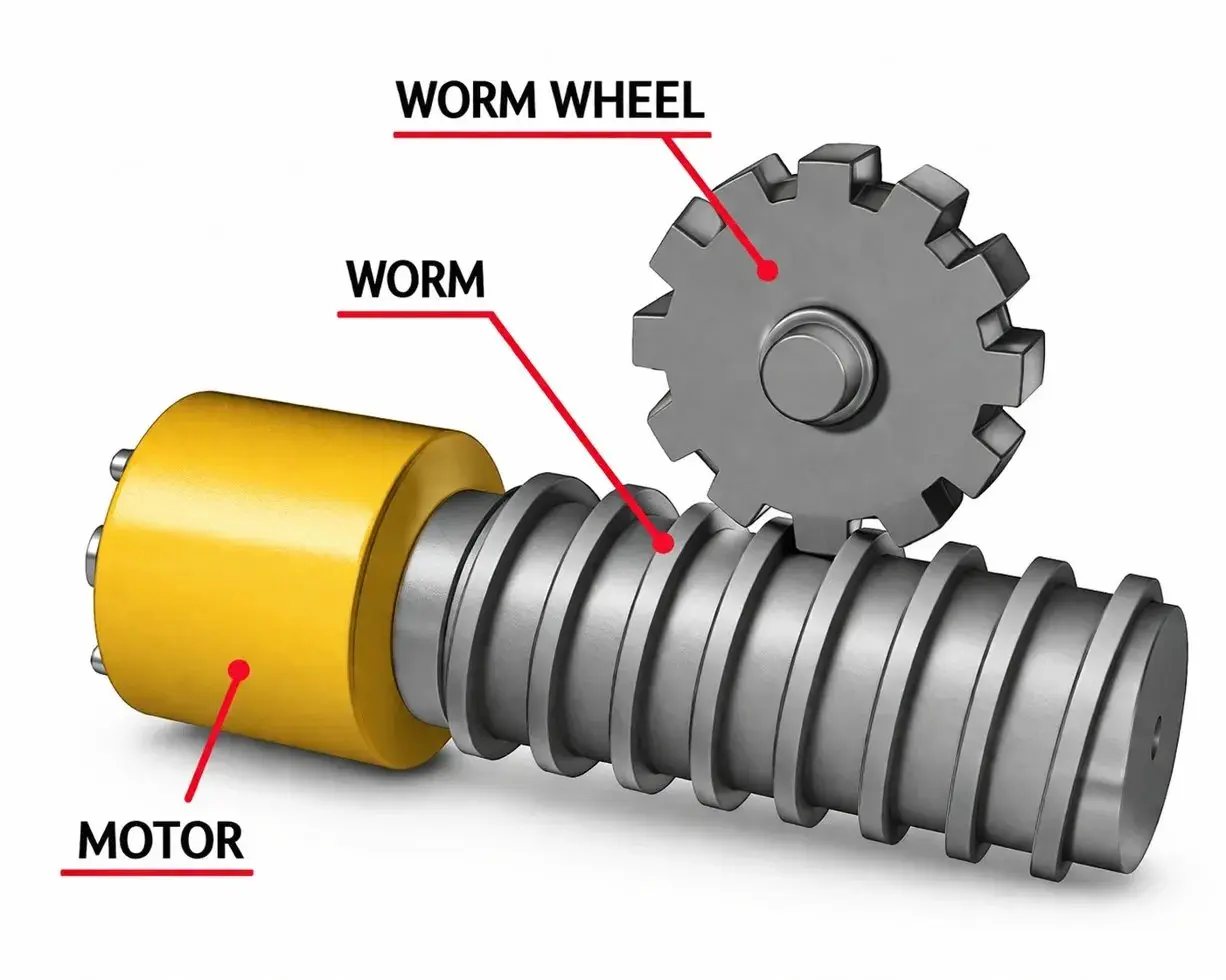
Dupleks-ussi keerme vasakul ja paremal küljel on veidi erinevad tõusuväärtused. Erinevus on väike, kuid täpselt kontrollitud – tavaliselt on kahe külje vahelise aksiaalse sammu erinevus mõni kümnendikmillimeetrit. Selle erinevuse tagajärjel suureneb hamba paksus – mõõdetuna sammusilindri juures – pidevalt ussi ühest otsast teise. Õhukese otsa puhul sobib ussi keere lõdvalt ratta hambavahesse mõõdetava lõtkuga. Paksema otsa puhul sobib ussi keere tihedalt peaaegu nullilähedase lõtkuga. Järjestikuste keermete vaheline vahe (hambavahe laius) väheneb vastavalt – keerme ja vahe täiendavad teineteist.
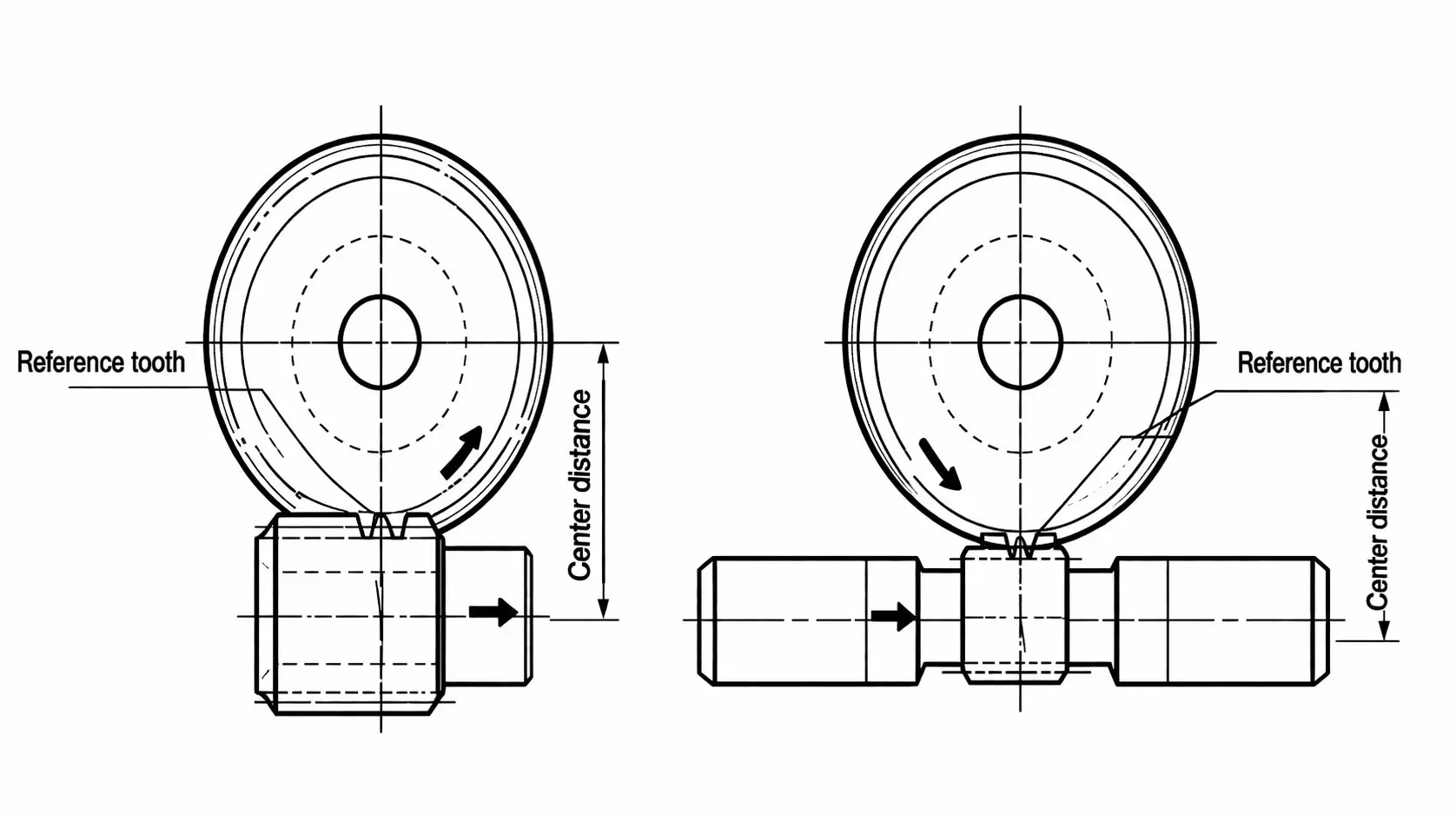
Lõtku reguleeritakse ussi aksiaalselt nihutades nii, et vajaliku hambapaksusega ussi osa puutub kokku rattaga, andes soovitud lõtku (joonis 1). Sel viisil saab lõtku hammasratta paigaldamisel reguleerida mis tahes soovitud väärtusele. Isegi tugevalt kulunud hammasrattaid saab õrnalt ja pidevalt reguleerida ilma hammaste kokkupuute geomeetriat muutmata või hambumist tekitamata – see on oluline eelis iga alternatiivse lõtku reguleerimise meetodi ees.
Ussiratta puhul tekitavad iga külje erinevad moodulid iga rattahamba esiküljel ja tagaküljel erinevad adendummodifikatsioonikoefitsiendid ja erinevad veeremisringi läbimõõdud. Selle asümmeetria tõttu erinevad hambaprofiilid ees ja taga. Kuid – ja see on dupleksi toimimise mõistmiseks ülioluline – jäävad iga rattahamba paksus ja hambavahed ratta ümbermõõdu ulatuses konstantseks. See tähendab, et uss saab liikuda mis tahes aksiaalsesse asendisse ja rattahamba geomeetria on alati selles asendis ussiga õigesti sobitatud. Puudub „eelistatud” aksiaalne asukoht, millel oleks parem kontakt kui teistel – kontakti kvaliteet säilib ühtlaselt kogu reguleerimisvahemikus.
Neli alternatiivset tagasilöögi reguleerimise meetodit – miks igaüks neist ebaõnnestub
Enne dupleks-ussülekannete laialdast kasutuselevõttu kasutasid insenerid ussülekannete lõtku kontrollimiseks nelja muud meetodit. Nende alternatiivide puuduste mõistmine selgitab, miks dupleks on täppispositsioneerimisrakenduste jaoks parem lahendus.
| Alternatiivne meetod | Kuidas see toimib | Miks see on problemaatiline |
|---|---|---|
| Ekstsentrilise rummu keskpunkti kauguse variatsioon | Nii ussivõll kui ka rattavõll on paigaldatud ekstsentrilisele rummule, mis pöörleb keskpunkti kauguse muutmiseks. | Keskpunktide vahekauguse muutmine muudab kokkupuutemustrit – uss ja ratas on konstrueeritud kindla keskpunktide vahekauguse jaoks ning kõrvalekalle nihutab kokkupuuteala hambatipu või -juure poole, vähendades kokkupuutepinda ja suurendades hamba pingekontsentratsiooni. Efektiivsus halveneb, kuna õlifilmi geomeetria võrgusilma juures häirub. Iga reguleerimine põhjustab märkimisväärset käivituskulumist, kuna äsja paigutatud kokkupuuteala paigale vajub. |
| Koonilise ussi aksiaalne nihe | Uss on kergelt kooniline – ühes otsas suurem läbimõõt – ja nihutatud aksiaalselt, et viia erineva läbimõõduga osa rattaga kokku. | Kooniline uss muudab nihkumisel efektiivset sammu läbimõõtu, muutes kontaktnormaali suunda ja survenurka võrgusilma juures. See tähendab, et reguleeritud ajam ei tööta enam kavandatud survenurga all – hambakülgede koormus muutub ja rasketel juhtudel võib hamba geomeetria põhjustada servakontakti. Nõutava profiilitäpsusega õigesti koonilise ussi tootmine on samuti tehniliselt keeruline. |
| Poolitatud uss — kaks poolt (Otti süsteem) | Uss lõigatakse kaheks pooleks, mis on üksteise suhtes pööratud või aksiaalselt nihutatud, suurendades efektiivset keerme paksust. | Ussi lõhkumine tekitab lõhestustasandil geomeetrilise ebakorrapärasuse – keermeprofiilid ühenduskohas ei ole pidevad. See ebakorrapärasus avaldub perioodilise müra ja vibratsioonipiibu näol iga kord, kui lõhestustasandi läbib võrku. Kahe poole joondamine lõhestuskohal on kriitilise tähtsusega ja seda on töökoormuse all raske säilitada. Vale kokkupaneku – ühe poole vale nurga all pööramise – oht, mis põhjustab koheseid hambakahjustusi, on suur. |
| Jagatud ratas — kaks ketast | Ussiratas on jagatud kaheks koaksiaalseks kettaks, mis pöörlevad üksteise suhtes nii, et efektiivne hamba laius täidab ussi keermevahe samaaegselt mõlemalt poolt. | Nagu ussiratas, tekitab ka kahe kettaga ratas kahe ketta vahel koormuse tasakaalustamatuse. Ketas, mis võtab vastu vedava külgkoormuse, kannab esimesel kokkupuutel kogu pöördemomenti; teist ketast koormatakse ainult niivõrd, kuivõrd selle nurknihe vastab täpselt esimese nihkele. Selle nurksuhte piisavalt täpne valmistamine ja seadistamine, et koormust võrdselt jagada, on äärmiselt keeruline. Samuti on konstruktsioon oma olemuselt väände suhtes jäigem ja vastuvõtlikum ketta liidesepindade vahelisele hõõrdumisele kokkupuutetsoonis. |
Kõigil neljal meetodil on sama algprobleem, mis on kirjas ka tehnilises kirjanduses: Reguleerimised ja järelreguleerimised segavad geomeetriliselt täpset hambumist. Need nihutavad kontaktprofiili tsooni ning muudavad selle kuju ja suurust. Sellega vähendavad need kandevõimet ja halvendavad efektiivsust. Iga reguleerimine põhjustab märkimisväärset käivituskulumist. Ussülekande ebaõige kokkupaneku ja hävimise oht on märkimisväärne.
Duplekshammasülekanded ei tekita ühtegi neist probleemidest. Need võimaldavad alati geomeetriliselt täpset hammaskontakti ja väga õrna lõtku reguleerimist. Reguleerimine ei mõjuta kontaktpinda, kandevõimet ega tegelikku efektiivsust. Lisaks, kuna duplekshambad on teostatud evolventse hambakujuga, ei ole nad tundlikud keskpunkti kauguse muutuste suhtes – näiteks koormuse all olevate ussivõlli läbipaindete tõttu –, mis on täiendav töökindluse eelis raskelt koormatud täppisülekannetes.
Dupleks vs alternatiivid — mis muutub pärast tagasilöögi korrigeerimist
See võrdlus on peamine inseneriargument täppisajamite dupleksi spetsifikatsiooni määramiseks. Veerg „Pärast reguleerimist” kajastab seda, mis ajamiga pärast iga lõtku järelreguleerimist tegelikult juhtub – see teave määrab, kas ajam säilitab oma positsioneerimistäpsuse korduvate reguleerimiste korral kogu kasutusea jooksul.
| Tegur | Dupleks-uss (aksiaalne nihe) | Ekstsentriline rumm (keskmine nihe) | Lõhestatud uss / lõhestatud ratas |
|---|---|---|---|
| Kontaktgeomeetria pärast reguleerimist | Muutmata – geomeetriliselt täpne kõigis positsioonides | Nihkunud tipu või juure poole – kokkupuutepind on vähenenud | Perioodiline ebakorrapärasus jagatud tasapinnal — vibratsiooniimpulss |
| Kandevõime pärast reguleerimist | Mõjutamata — sama mis enne kohandamist | Vähendatud — väiksem efektiivne kontaktpind | Vähendatud — koormuse tasakaalustamatus jagatud poolte vahel |
| Käivituskulumine reguleerimisel | Puudub — sujuv ümberpaigutamine, uut kontakttsooni pole | Oluline – iga kord tuleb luua uus kontakttsoon | Oluline — lõhenenud tasapinna ebatasasus põhjustab kulumisjärse |
| Keskpunkti kauguse tundlikkus | Tundmatu – evolventne vorm kohandub keskpunkti kauguse varieerumisega | Tundlik – peab täpselt tagasi pöörduma projekteerimiskeskme kaugusele | Tundlik – poolte nurkade joondamine peab olema täpne |
| Reguleerimise korduvus | Suurepärane – sama aksiaalne nihe taastab iga kord sama lõtku | Muutuv – ekstsentriline asend tuleb täpselt seadistada ja lukustada | Halb – poolpositsiooni joondamist on raske korrata |
| Monteerimisrisk | Madal – selged noolemärgid takistavad valet orientatsiooni | Mõõdukas – ekstsentriline lukk peab olema õigesti seadistatud | Kõrge – vale poolpööre põhjustab kohest hambakahjustust |
Olulised kokkupanekujuhised – enne paigaldamist tuleb läbi lugeda
Dupleks-ussiülekanded erinevad mooduli poolest parempoolse ja vasakpoolse hambapinna vahel. See asümmeetria tähendab, et komplektil on kindel õige orientatsioon – ja ainult üks õige orientatsioon. Ussi vales suunas paigaldamine põhjustab nominaalsest suurema keskpunkti kauguse, mis raskendab kokkupanekut ja põhjustab hammaste vale haardumise, mida ei saa aksiaalse reguleerimisega parandada. Enne kokkupanekut kontrollige mõlemat allpool olevat aspekti.

1. Montaaži orientatsiooni kontrollimine
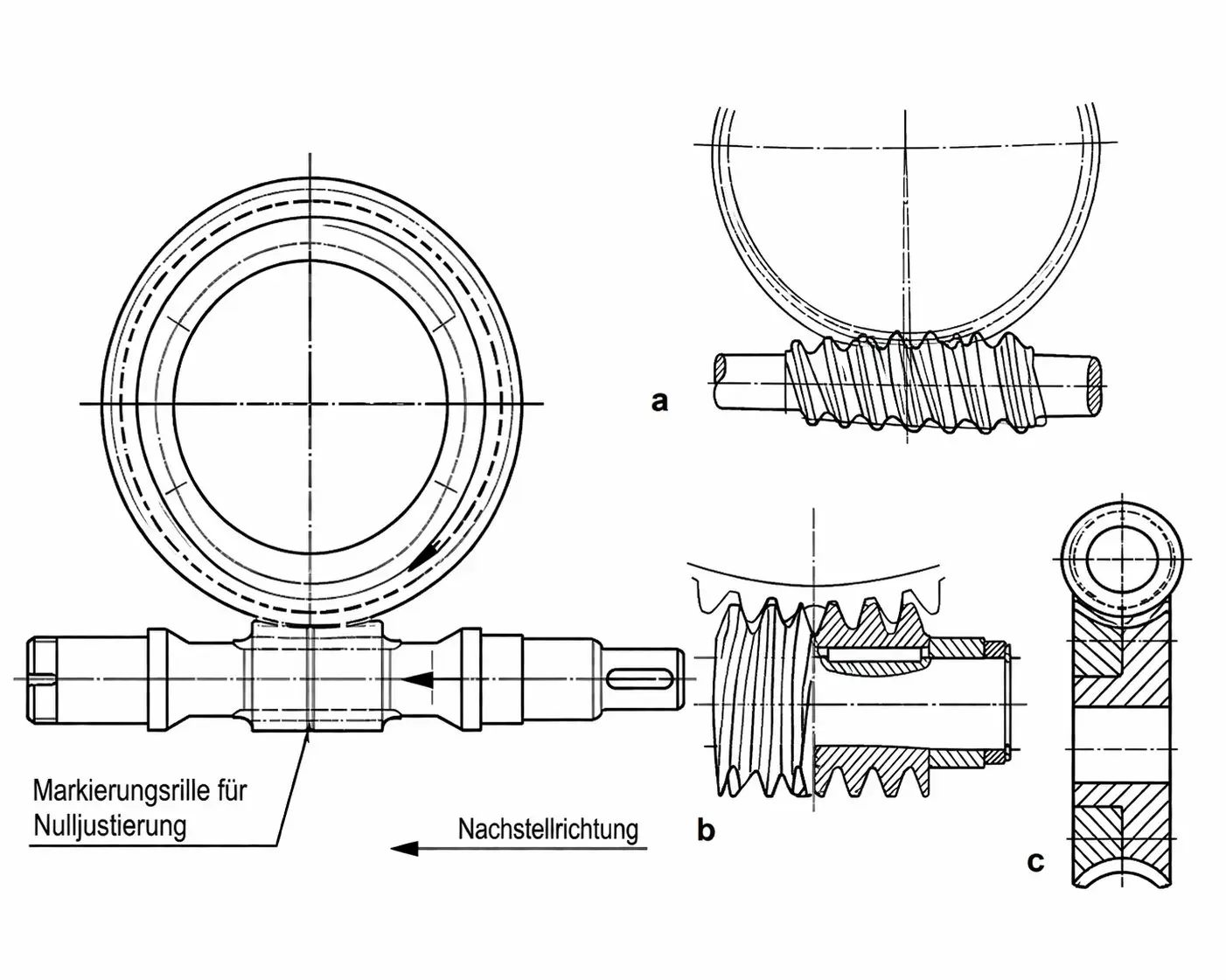
Nii kahepoolsele ussvõllile kui ka ussirattale on tembeldatud õiget montaažisuunda näitav nool. Kokkupanekul asetage ussiratas nii, et selle noolemärk oleks suunatud ettepoole (teie poole). Suunake ussvõll nii, et selle noolemärgi suund langeks kokku ratta noolemärgi suunaga – mõlemad nooled osutaksid samasse suunda. Vale montaaži korral muutub keskpunktide kaugus "a" suuremaks kui nimiväärtus, mis raskendab montaaži lõpuleviimist ja sunnitud paigalduse korral ebaõiget hammasrataste lülitumist, mis tekitab liigset müra, vibratsiooni ja kiirenenud hammaste kulumist alates esimesest pöördest.
2. Võrdlusasendi kontrollimine nulllõtku suhtes
Ühe konkreetse dupleks-ussihamba otsa perifeeriasse freesitud V-soon (60°, 0,3 mm sügavune) tähistab võrdlushammast. See võrdlushammas on hammas aksiaalses asendis, mis tekitab peaaegu nullilähedase lõtku (±0,045 mm), kui see on joondatud ussiratta pöörlemiskeskmega ja keskpunktide vahe on seatud nimiväärtusele "a". Lõtku nulli seadmise protseduur on järgmine: (1) seatakse korpuse keskpunktide vahe nimiväärtusele "a"; (2) pööratakse ussi, kuni V-soone võrdlushammas on joondatud ratta pöörlemisteljega; (3) lukustatakse ussikorpus või laagri reguleerimine selles asendis. Rakenduste puhul, mis vajavad veidi positiivset lõtku (soojuspaisumise arvestamiseks või hamba kinnikiilumise vältimiseks koormuse all), nihutatakse ussi enne lukustamist aksiaalselt peenema otsa poole arvutatud koguse võrra.
⚑ Teenindusmärkus: Kui hammasrataskomplekt kulub ja lõtk suureneb, nihutage ussi aksiaalselt jämedama otsa poole vajaliku koguse võrra (arvutatakse iga komplektiga kaasasoleva käiguvahede vahe spetsifikatsiooni põhjal). See reguleerimine taastab algse peaaegu nullilähedase lõtku ilma käigukasti lahti võtmata – enamiku konstruktsioonide puhul on ussivõlli aksiaalne asend reguleeritav keermestatud otsakorgi või vaheplaadi abil. Enne masina uuesti kasutuselevõttu kalibreerige lõtku mõõtmise instrument uuesti, et kinnitada taastatud väärtus.
Rakendused – kus tagasilöögi kontroll on ohutuse seisukohalt kriitiline või täpsust piirav
Dupleks-ussülekandeid kasutatakse alati, kui tagasilöök on soovimatu või võib olla kahjulik: korduva suure täpsusega positsioneerimise säilitamiseks mõlemas suunas, impulsskoormusest tingitud kahjustuste vältimiseks kokkupuutepindade vaheldumisel ja ajamites, kus positsioneerimisviga aja jooksul koguneb. Tüüpiliste rakenduste hulka kuuluvad pöörd- ja kallutuslauad, freespingid ja pressid. Järgmised näited pakuvad iga rakenduse spetsiifilise tagasilööginõude insenerikonteksti.
- ▶CNC 4. ja 5. telje pöördlauad — Töötlemiskeskuse pöördlaua nurkpositsioneerimistäpsus määrab otseselt töödeldava detaili töödeldud omaduste mõõtmete täpsuse. 0,1 mm lõtk 150 mm sammuraadiusel tähendab 2,3 kaareminutilist positsiooniviga, mis tekitab töödeldud pinnal nähtava astme, kui laud viimistluskäigu ajal suunda muudab. Dupleks-ussülekanne, mis on reguleeritud ussiratta sammuringil ±0,045 mm lõtkuni, tähendab ligikaudu 0,2–0,5 kaareminutilist positsiooniviga – see on standardsete töötlemise etteandekiiruste korral nähtavate tooriku defektide lävest allpool.
- ▶Täppisfreespingi laua etteanded — Vooditüüpi freespinkide laua etteandeajamid kasutavad risti- ja pikisuunalise etteande lõplikuks vähendamiseks ussülekannet. Laua etteande lõtk ilmneb "peatusena", kui etteande suund muutub vastupidiseks – laud ei liigu lõtkuga võrdse vahemaa võrra ja jõuab seejärel järsult järele. See tekitab töödeldud profiilile iga suunavahetuse korral lameda koha või astme. Dupleks-ussülekanded säilitavad ühtlase etteande liikumise mõlemas suunas, võimaldades kahesuunalist kontuurimist ilma etteande tagasipööramise korrigeerimise niheteta, mis on vajalik standardsete ussülekandete lõtku kompenseerimiseks.
- ▶Mehaanilised pressid ja vormimisseadmed — Täppisstantsimis- ja vormimispresside silindri asendi ajamid peavad iga käigu puhul silindri täpsesse võrdlusasendisse (tavaliselt ±0,02 mm täpsusega) viima, et säilitada kogu tootmistsükli vältel ühtlane detaili geomeetria. Ajami lõtk põhjustab silindri asendi määramatust ümberpööramise hetkel – silindri asend võib peatuda lõtkutsooni mis tahes asendis. Tuhandete käikude pikkuse tootmistsükli jooksul tekitab see mõõtmete varieerumist, mis halvendab detaili kvaliteeti ja võib tööriista kahjustada, kui silindri asend puutub kokku stantskomplektiga nurga all.
- ▶Teleskoobi ja antenni asimuudi/kõrguse ajamid — Astronoomilised teleskoobid ja sideantennid peavad pidevalt jälgima sihtmärgi asukohta, vaheldumisi kiirendus- ja aeglustusfaasidega. Lõtk põhjustab iga pöörde ajal suunamisnurga "hüppe" – ajam peab enne koormuse uuesti rakendumist kiirendama läbi lõtkuvahe. See hüpe on nähtav jälgimistäpsuse lühiajalise kadumisena, mida saab mõõta positsioonikoodril. Raadioteleskoopide ja kõrglahutusega optiliste süsteemide puhul halvendab see viga otseselt jälgitava allika signaali kvaliteeti.
- ▶Koordinaatmõõtemasina (CMM) teljed — CMM-i pöörd- ja kaldteljed peavad positsioneerima mõõtepea ±1–5 µm täpsusega käsuga määratud asendist. Tüüpilise CMM-i pöördtelje ussiratta sammuringil tähendab isegi ±0,045 mm ussiratta lõtku nurkasendi vea. Sel põhjusel kasutavad CMM-i pöördteljed tavaliselt eellaaditud ussajamit – duplekskomplekt on reguleeritud nullist kaugemale ja kerge eellaadimisega –, et lõtku surnud tsoon täielikult kõrvaldada. Eellaaditud olek nõuab hoolikat reguleerimist, et vältida liigset hõõrdumist, mis halvendaks positsioneerimise korduvust teistmoodi.

Tootmisüksus
Dupleks-ussülekannete tootmine nõuab täpsemat mõõtmete kontrolli kui tavaline ussülekannete tootmine, kuna külgede vaheline tõusuvahe peab olema rangema tolerantsi piires – igasugune tõusuvahe viga põhjustab otseselt vea lõtku reguleerimisvahemikus. Korea Ever-Power kasutab dupleks-usskeermete lihvimiseks spetsiaalseid täppis-NC-hammasrataste lihvimismasinaid, mille käigus mõõdetakse tõusuvahe mitmes aksiaalses asendis enne, kui uss lihvimisoperatsioonist vabastatakse.
 |
 |
 |
 |
Seotud komponendid

Saadaval on nii standardsed ussi- ja rattakomplektid üldiste tööstuslike ajamite jaoks kui ka duplekskonfiguratsioonid täppisrakenduste jaoks. täppis-ussikäigu reduktor korpused kahekordsete ussivõllide ja reguleeritavate ussilaagrite paigutusega ning täis ussülekande komponentide kataloog, on saadaval samast tootjast. Iga duplekskomplektiga on kaasas juhtmete vahe spetsifikatsioonid ja lõtku reguleerimise andmelehed.
Korduma kippuvad küsimused
Mis täpselt juhtub, kui dupleks-uss on vales suunas kokku pandud (nooled ei sobi kokku)?
Uss ja ratas on konstrueeritud kindla suhtelise orientatsiooni jaoks, kuna keere on ühest otsast paksem. Kui uss pööratakse ümber, suunatakse keerme paksem ots hambavahedele, mis on konstrueeritud õhukese otsa jaoks – võlli telgede vaheline kaugus "a" muutub suuremaks kui nimiväärtus. Praktikas tähendab see, et korpust ei saa kas poltidega kinni keerata (kui takistus on suur) või saab selle sulgeda, kuid see tekitab esimesel pöördel takerdumise ja liigse hõõrdumise. Kui sellest takistusest üle surutakse, puutuvad hambaküljed suure pinge all kokku valedes asendites ja hammas kahjustub kohe. Noolemärgid on olemas spetsiaalselt selle vea vältimiseks – nende kontrollimine võtab aega 30 sekundit ja hoiab ära hammasratta kohese hävimise.
Mitu korda saab ajamit ümber reguleerida, enne kui uss tuleb välja vahetada?
Põhimõtteliselt saab ajamit lõputult reguleerida, kui ussihambapinnad ja rattahambapinnad säilitavad piisava materjali paksuse ja pinnakvaliteedi. Ussil on piiratud kasulik reguleerimisvahemik – kaugus peenest otsast jämeda otsani –, mis vastab rattahambapinna teatud akumuleerunud kulumisele. Kui uss on nihutatud maksimaalsesse reguleerimisasendisse ja lõtk on endiselt spetsifikatsioonist väljas, on rattahambad kulunud üle kavandatud piiri ja komplekt tuleb välja vahetada. Praktikas võib õigesti määritud ja nimikoormusel töötava ajami puhul kahepoolset ussikomplekti selle kasutusea jooksul enne väljavahetamist 3–6 korda reguleerida, mis korrutab kasutusea tavalise ussikomplektiga võrreldes 3–6 korda.
Kas dupleks-ussikomplekt on sama mooduliga standardse ussikomplektiga vahetatav?
Ei — dupleks-ussi ei saa kasutada standardse ussirattaga ja standardset ussi ei saa kasutada dupleks-ussirattaga. Dupleks-komplekti esi- ja tagahammaste profiilid erinevad; vale ussi kasutamine põhjustab ühel küljel vale kontakti ja teisel küljel kontakti puudumist. Keskpunktide kaugus, moodul ja rõhunurk on dupleks- ja standardversioonides nominaalselt samad, kuid ussi ja ratast tuleb alati kasutada samast dupleks-disainist koosnevate sobitatud paaridena.
Kas dupleksdraivi saab eellaadimiseks reguleerida ka üle nulli lõtku?
Jah — ussi aksiaalne nihutamine jämedama otsa poole, üle nulllõtkuga asendi, tekitab väikese eelkoormuse (negatiivse lõtku). Eelkoormatud ussiajamid kõrvaldavad lõtku surnud tsooni täielikult ja neid kasutatakse CMM-i pöördtelgedes ja ülitäpsete positsioneerimisastmete puhul. Eelkoormus suurendab aga hõõrdumist võrgusilma juures, mis omakorda suurendab energiatarbimist ja tekitab rohkem soojust ning kiirendab oluliselt hammaste kulumist, kuna õlifilm on pideva kokkusurumise all õhem. Enamiku rakenduste puhul on positsioneerimistäpsuse ja kasutusea vahel parem tasakaal lõtku seadmisel ±0,045 mm-le kui täielikule eelkoormusele.
Milline täpsusklass on saadaval dupleks-ussiülekannete komplektide jaoks?
Dupleks-ussiülekandeid toodetakse DIN-täpsusklasside järgi DIN6 kuni DIN9 järgi. Pöördlaudade ja freespinkide rakenduste jaoks on standardspetsifikatsioon DIN6 (±8–12 kaaresekundit üksikhamba sammuviga M5 juures). Teleskoop- ja CMM-rakenduste jaoks on DIN5 saadaval soovi korral pikendatud tarneajaga täiendavate lihvimis- ja kontrollitoimingute jaoks. Võtke meiega ühendust oma nurkpositsioneerimistäpsuse nõude, mooduli ja ratta hammaste arvu osas – me soovitame sobivat DIN-klassi ning anname teile teada teie konkreetse konfiguratsiooni hinna ja tarneaja.
Klientide arvustused
Kim Hyun-jae — CNC rakenduste insener, Seoul Machine Tool Co. (2025. aasta 4. kvartal)
Vajasime viieteljelise töötluskeskuse täppis-pöördlaua uuendamiseks lõtkuvaba ussajamit. Tarnisime Korea Ever-Poweri duplekskomplekti – DIN6 klass M5, Z60, tinapronksist kettaga. Renishaw AxiSet-sondiga mõõdetud nurkade korduvus: ±9 kaaresekundit kahesuunaline. Pärast 6-kuulist pidevat kahesuunalist kontuurtöötlust oli lõtk 0,038 mm – see jääb ilma igasuguse reguleerimiseta ikka ±0,045 mm spetsifikatsiooni piiresse. Korea Ever-Power tarnis komplektiga kaasa juhtvahe spetsifikatsiooni ja lõtku reguleerimise protseduuri, mida meie rakendusmeeskond vajas masina integreerimise dokumentatsiooni jaoks.
Park Jin-woo — Gyeonggi Precision Equipmenti projekteerimisinsener (2026. aasta I kvartal)
Hindasime täppispressi positsioneerimistelje jaoks dupleks-ussajamit võrreldes eelpingestatud kuulkruvidega. Dupleks-uss võitis kolme kriteeriumi alusel: kandevõime ekstsentrilise pressimiskoormuse all, iselukustuv ohutus hüdraulilise rõhu langemisel ja paigalduskulud. Korea Ever-Poweri insenerimeeskond esitas juhtvahe spetsifikatsiooni ja töötatud näite aksiaalse ussi asendi seadistamiseks meie spetsiifilise lõtku eesmärgi 0,030 mm jaoks. Kokkupanek oli lihtne – noolemärgid on selgelt nähtavad ja V-soone võrdlushammast on lihtne tuvastada. Esimene tootmispartii tarniti 24 päeva jooksul.
Choi Dong-jun — Tehniline ostja, Incheon Measurement Systems (2026. aasta algus)
Hankisime koordinaatmõõtemasina pöördtelje jaoks duplekskomplektid. Peaaegu nullilähedane lõtk on meie skaneerimistee ümberpööramise täpsuse jaoks kriitilise tähtsusega – me ei saa CMM-i kontrolleris kasutada lõtkukompensatsiooni, kuna enkoodri tagasiside on meie sondi kiirusel surnud tsooni tabamiseks liiga aeglane. Korea Ever-Power edastas saadetisega V-soone võrdluspositsiooni andmed ja lõtku kontrollimise protseduuri. Kõigi kolme näidiskomplekti lõtk oli määratud nominaalse keskpunkti kaugusel 0,041–0,046 mm – see on kooskõlas ±0,045 mm spetsifikatsiooniga. Tarneaeg oli 23 päeva alates ostutellimuse kinnitusest.
Oh Sung-woo — Teleskoobi ajamiinsener, Busani observatooriumi seadmed (2025. aasta 3. kvartal)
Uurimisklassi kaasaskantavatel teleskoopidel kasutame asimuuditelje jaoks dupleks-ussajameid. Põhinõue on, et ajam peab tundide kaupa pidevalt ühes suunas liikuma ilma tagasipööramiseta, seejärel tagasi pöörama ja jälgimist jätkama – tagasipööramise lõtk ei tohi põhjustada sihtmärgi vaateväljast välja hüppamist suuna muutmise hetkel. Kui dupleks on meie M6 Z80 ratta (sammuraadius 240 mm) lõtkuks seatud 0,040 mm, on nurkhüpe tagasipööramisel 0,57 kaareminutit – alla meie 1 kaareminuti läve. Korea Ever-Power oli ainus tarnija, kes mõistis rakendust ja suutis määrata meie mooduli jaoks õige juhtmevahe ja keskpunktide kauguse ilma inseneriuuringu tasu nõudmata.
Pakkimine ja saatmine

Iga dupleks-sobitatud komplekt on eraldi pakendatud korrosioonikindlasse paberisse ja suletud polüetüleenkotti. Iga komplektiga on kaasas plii diferentsi spetsifikatsioonileht ja lõtku reguleerimise andmeleht. Väline pakkimine on jäigas karbis või puidust karbis, olenevalt kogusest. Rahvusvaheline kohaletoimetamine DHL-i, FedExi, TNT või UPS-iga. Makse: T/T või L/C enne saatmist.
Additional information
| Toimetaja | Cxm |
|---|
Related products
-

Legeerterasest uss ja ussiülekanne autoosadele
-

Kohandatud ussiülekandekomplekt | OEM/ODM, suhe 20:1–300:1, täielik materjalide ja ülekandetüüpide katvus
-

Roostevabast terasest ussülekanne CNC-le | ANSI/DIN, moodul 1–3, kõvadus 55–60 HRC
-

Silindriline ussiratas | Joonkontakt, suur kandevõime, pronks ja malm
-

Messingist ussiratas | M0.5, 20T × 1T sobitatud komplekt
-

Uss ja ratas | Moodul M3–M12, suhe 20:1–300:1, liinikontaktülekanne
-

Plastist ussülekanne | POM ja nailon, moodul M0.2–M2.0, iseõlitav ajam

























