Engrenagem helicoidal duplex | Dupla guia, folga continuamente ajustável

Conjuntos de engrenagens helicoidais duplex (de dupla entrada) com módulos diferentes nos flancos esquerdo e direito — a espessura do dente aumenta linearmente ao longo do comprimento do sem-fim, permitindo que a folga seja ajustada para valores próximos de zero (±0,045 mm) por meio de deslocamento axial do sem-fim, sem alterar a geometria de contato ou reduzir a capacidade de carga. A montagem requer o alinhamento das marcas de seta tanto no sem-fim quanto na engrenagem; um dente de referência com ranhura em V define a posição de folga zero. Aplicado em mesas rotativas CNC, fresadoras de precisão, prensas, acionamentos telescópicos e eixos de posicionamento de máquinas de medição por coordenadas (MMC).
Visão geral do produto
Em qualquer transmissão por parafuso sem-fim padrão, a folga acumulada ocorre conforme os dentes da engrenagem se desgastam. O metal desgastado desaparece — a distância entre centros não pode ser reduzida, e a única maneira de eliminar a folga entre o flanco da rosca do parafuso sem-fim e a face do dente da engrenagem em uma transmissão padrão é substituir tanto o parafuso sem-fim quanto a engrenagem. Isso é caro e demorado, mas para a maioria das transmissões industriais é aceitável, pois a especificação de folga não é crítica. Em transmissões de posicionamento de precisão — mesas rotativas CNC, sistemas de avanço de fresadoras, eixos de máquinas de medição — mesmo 0,05 mm de folga angular é excessiva. Uma folga de 0,05 mm no círculo primitivo da engrenagem sem-fim de uma engrenagem de 100 mm de diâmetro se traduz em aproximadamente 3,4 minutos de arco de erro posicional, o suficiente para causar irregularidades visíveis na superfície de uma peça usinada. A Korea Ever-Power Worm Gear Co., Ltd fabrica conjuntos de engrenagens helicoidais duplex — também chamadas de engrenagens helicoidais de passo duplo — que resolvem esse problema fazendo com que a espessura do dente do sem-fim varie continuamente ao longo de seu comprimento, de modo que o deslocamento axial do sem-fim restaure a folga original sem a necessidade de substituir qualquer componente. engrenagem helicoidal dupla O conjunto é a solução correta sempre que a precisão de posicionamento bidirecional precisar ser mantida durante toda a vida útil do inversor.
Como funciona o princípio de dupla condução — O mecanismo de engenharia
Uma rosca sem-fim duplex é fabricada com valores de passo ligeiramente diferentes nos flancos esquerdo e direito de cada rosca. A diferença é pequena, mas precisamente controlada — tipicamente algumas décimas de milímetro de diferença no passo axial entre os dois flancos. A consequência dessa diferença é que a espessura do dente — medida no cilindro primitivo — aumenta continuamente de uma extremidade da rosca sem-fim à outra. Na extremidade mais fina, a rosca da rosca sem-fim se encaixa folgadamente no espaço entre os dentes da engrenagem, com folga mensurável. Na extremidade mais grossa, a rosca da rosca sem-fim se encaixa firmemente, com folga próxima de zero. O espaço entre roscas consecutivas (a largura do espaço entre os dentes) diminui correspondentemente — a rosca e o espaço são complementares.
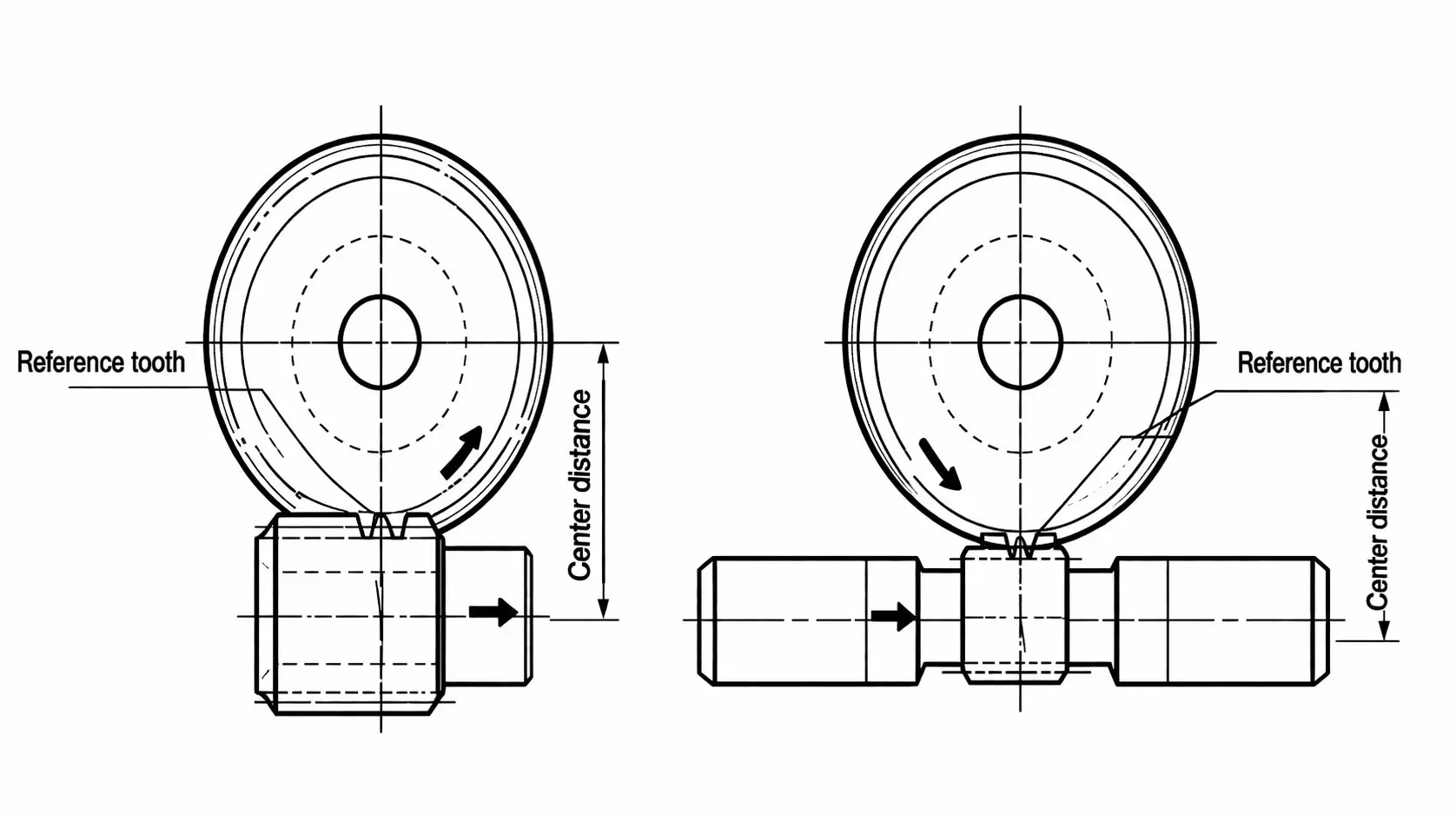
O ajuste da folga é feito deslocando-se axialmente o sem-fim de forma que a seção do sem-fim com a espessura de dente necessária entre em contato com a roda, resultando na folga desejada (Fig. 1). Dessa forma, a folga pode ser ajustada para qualquer valor desejado durante a montagem da engrenagem. Mesmo engrenagens muito desgastadas podem ser reajustadas de forma delicada e contínua, sem modificar a geometria de contato dos dentes ou criar interferência de engrenamento — uma vantagem fundamental em relação a qualquer outro método de controle de folga.
Na engrenagem sem-fim, os diferentes módulos em cada flanco produzem diferentes coeficientes de modificação de adendo e diferentes diâmetros de círculo de rolamento na face frontal em comparação com a face traseira de cada dente da engrenagem. Devido a essa assimetria, os perfis dos dentes diferem na frente e na traseira. No entanto — e isso é crucial para entender por que o sistema duplex funciona — a espessura de cada dente da engrenagem e os espaçamentos entre os dentes permanecem constantes ao longo da circunferência da engrenagem. Isso significa que o sem-fim pode se deslocar para qualquer posição axial e a geometria do dente da engrenagem estará sempre corretamente ajustada ao sem-fim nessa posição. Não há uma posição axial "preferencial" com melhor contato do que outras — a qualidade do contato é mantida uniformemente em toda a faixa de ajuste.
Quatro métodos alternativos de ajuste de folga — por que cada um deles falha
Antes da ampla adoção das engrenagens helicoidais duplex, os engenheiros utilizavam quatro outros métodos para controlar a folga em transmissões helicoidais. Compreender as deficiências de cada uma dessas alternativas esclarece por que a tecnologia duplex é a solução superior para aplicações de posicionamento de precisão.
| Método Alternativo | Como funciona | Por que isso é problemático |
|---|---|---|
| Variação da distância entre os centros dos cubos excêntricos | Tanto o eixo sem-fim quanto o eixo da roda são montados em um cubo excêntrico que gira para alterar a distância entre centros. | Alterar a distância entre centros modifica o padrão de contato — o conjunto roscado e a engrenagem foram projetados para uma distância específica entre centros, e o desvio desloca a zona de contato em direção à ponta ou à raiz do dente, reduzindo a área de contato e aumentando a concentração de tensão no dente. A eficiência se deteriora porque a geometria da película de óleo na malha é interrompida. Cada ajuste causa um desgaste significativo na partida, enquanto a zona de contato recém-posicionada se ajusta. |
| Deslocamento axial do verme cônico | A rosca sem-fim é fabricada com uma ligeira conicidade — diâmetro maior em uma das extremidades — e deslocada axialmente para que uma seção de diâmetro diferente entre em contato com a roda. | Uma rosca sem-fim cônica altera o diâmetro primitivo efetivo à medida que se desloca, modificando a direção normal de contato e o ângulo de pressão na engrenagem. Isso significa que o acionamento ajustado deixa de operar no ângulo de pressão projetado — a carga nos flancos dos dentes se altera e, em casos extremos, a geometria dos dentes pode causar contato na borda. Fabricar uma rosca sem-fim com a conicidade correta e a precisão de perfil necessária também é tecnicamente complexo. |
| Minhoca dividida — duas metades (sistema Ott) | O parafuso sem-fim é cortado em duas metades que são rotacionadas ou deslocadas axialmente uma em relação à outra, fazendo com que a espessura efetiva do fio aumente. | A divisão da rosca cria uma irregularidade geométrica no plano de divisão — os perfis da rosca na junta não são contínuos. Essa irregularidade se manifesta como um ruído periódico e um pico de vibração sempre que o plano de divisão passa pela malha. O alinhamento das duas metades na divisão é crítico e difícil de manter sob cargas operacionais. O risco de montagem incorreta — uma metade girada em um ângulo incorreto — causando danos imediatos aos dentes é alto. |
| Roda dividida — dois discos | A engrenagem sem-fim é dividida em dois discos coaxiais que giram um em relação ao outro, de modo que a largura efetiva do dente preencha a folga da rosca sem-fim em ambos os lados simultaneamente. | Assim como na engrenagem helicoidal bipartida, a roda de dois discos introduz um desequilíbrio de carga entre os dois discos. O disco que suporta a carga da face motriz recebe todo o torque no primeiro contato; o segundo disco é carregado apenas na medida em que seu deslocamento angular corresponda precisamente ao do primeiro. Fabricar e ajustar essa relação angular com precisão suficiente para distribuir a carga igualmente é extremamente difícil. O conjunto também é inerentemente mais rígido à torção e mais suscetível ao desgaste por atrito entre as faces de contato dos discos na zona de contato. |
Todos os quatro métodos compartilham o mesmo problema fundamental, conforme descrito na literatura técnica: Ajustes e reajustes interferem no engrenamento geometricamente preciso. Eles deslocam a zona de contato, alterando sua forma e tamanho. Com isso, diminuem a capacidade de carga e deterioram a eficiência. Cada ajuste causa um desgaste inicial significativo. O risco de montagem incorreta e destruição do conjunto de engrenagens helicoidais é considerável.
As engrenagens helicoidais duplex não apresentam nenhum desses problemas. Elas sempre permitem um contato entre os dentes geometricamente preciso e um ajuste de folga muito delicado. A área de contato, a capacidade de carga e a eficiência real não são afetadas pelo ajuste. Além disso, como os dentes duplex são fabricados com um perfil involuto, eles são insensíveis a modificações na distância entre centros — por exemplo, causadas por deflexões do eixo helicoidal sob carga — o que representa uma vantagem adicional em termos de confiabilidade em acionamentos de precisão com cargas elevadas.
Duplex vs. Alternativas — O que muda após o ajuste de folga?
Essa comparação é o principal argumento de engenharia para especificar o duplex em inversores de precisão. A coluna "após o ajuste" descreve o que realmente acontece com o inversor após cada reajuste de folga — a informação que determina se o inversor manterá sua especificação de precisão de posicionamento ao longo de ajustes repetidos durante sua vida útil.
| Fator | Verme Duplex (deslocamento axial) | Cubo excêntrico (deslocamento central) | Sem-fim dividido / Roda dividida |
|---|---|---|---|
| Geometria de contato após ajuste | Inalterado — geometricamente preciso em todas as posições. | Deslocado em direção à ponta ou à raiz — área de contato reduzida | Irregularidade periódica no plano dividido — pulso de vibração |
| Capacidade de carga após ajuste | Inalterado — igual a antes do ajuste. | Reduzido — área de contato efetiva menor | Reduzido — desequilíbrio de carga entre as metades divididas |
| Desgaste inicial no ajuste | Nenhuma — reposicionamento suave, sem nova zona de contato | Importante — a nova zona de contato precisa se estabilizar a cada vez. | Significativo — irregularidade no plano dividido causa pico de desgaste |
| Sensibilidade à distância central | Insensível — a forma involuta acomoda a variação da distância entre os centros. | Sensível — deve retornar precisamente à distância do centro de projeto. | Sensível — o alinhamento angular das metades deve ser preciso. |
| Repetibilidade de ajuste | Excelente — o mesmo deslocamento axial restaura a mesma folga a cada vez. | A posição excêntrica variável deve ser ajustada e travada com precisão. | Ruim — o alinhamento em meia posição é difícil de repetir. |
| Risco de montagem | Baixa — as setas bem visíveis evitam a orientação incorreta. | Moderado — a trava excêntrica deve estar corretamente ajustada. | Rotação incorreta (meia rotação) causa danos imediatos aos dentes. |
Instruções de Montagem Críticas — Leia antes da Instalação
As engrenagens helicoidais duplex diferem no módulo entre as superfícies dos dentes direito e esquerdo. Essa assimetria significa que o conjunto possui uma orientação correta específica — e apenas uma orientação correta. Instalar a engrenagem helicoidal na direção errada faz com que a distância entre centros seja maior que a nominal, dificultando a montagem e produzindo um engate incorreto dos dentes que não pode ser corrigido por ajuste axial. Verifique ambos os aspectos abaixo antes da montagem.

1. Verificação da orientação da montagem
Uma seta indicando a orientação correta da montagem está estampada tanto no parafuso sem-fim duplo quanto na engrenagem helicoidal. Ao montar, posicione a engrenagem helicoidal de forma que a seta esteja voltada para a frente (em sua direção). Oriente o parafuso sem-fim de modo que a direção da sua seta coincida com a direção da seta da engrenagem helicoidal — ambas as setas apontando para o mesmo lado. Caso a montagem esteja incorreta, a distância entre centros "a" ficará maior que o valor nominal de projeto, resultando em dificuldade para concluir a montagem e, se forçado, engate inadequado das engrenagens, o que produz ruído excessivo, vibração e desgaste acelerado dos dentes desde a primeira rotação.
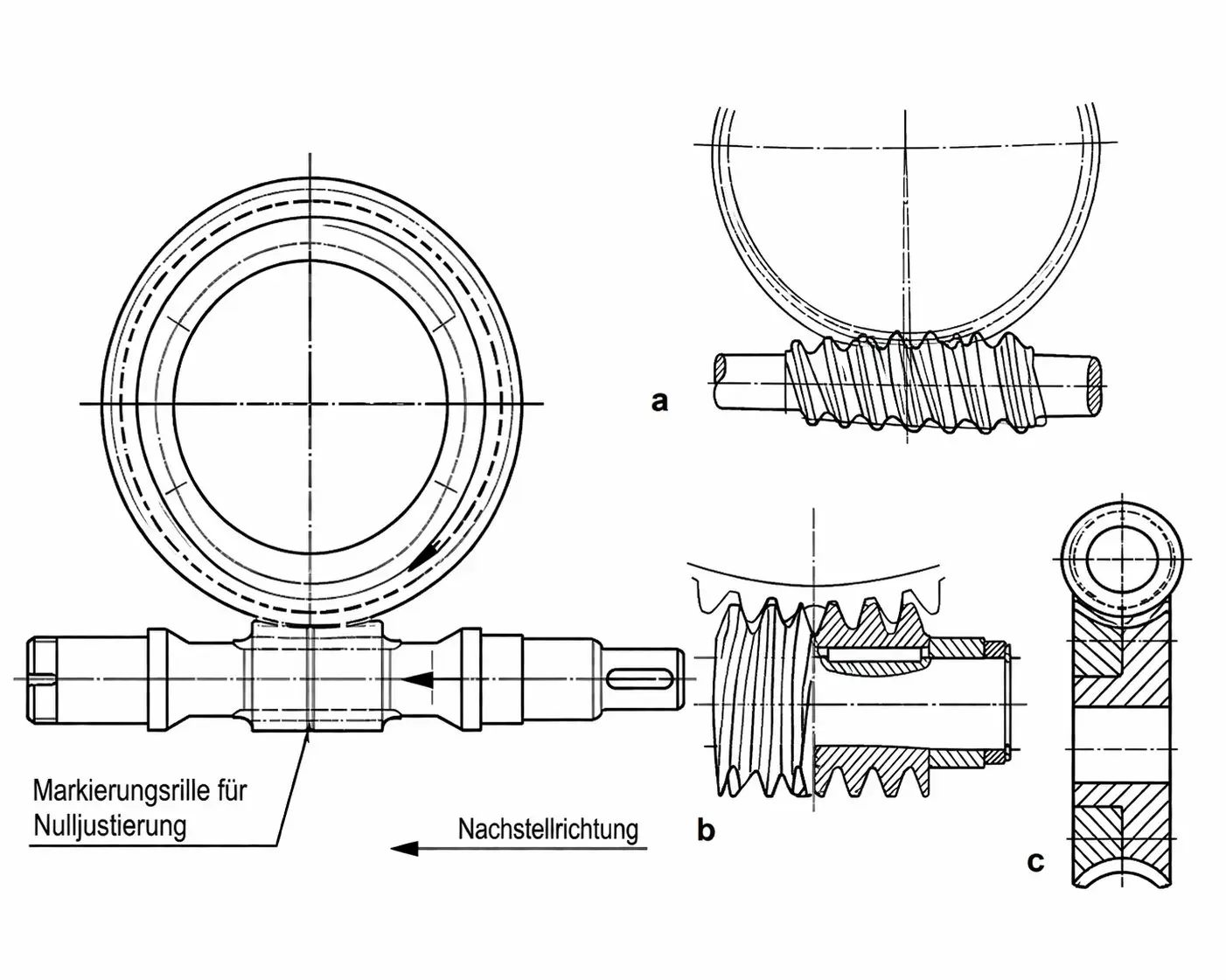
2. Verificação da posição de referência para folga zero
Um sulco em V (60°, 0,3 mm de profundidade) usinado na periferia da ponta de um dente específico da engrenagem helicoidal dupla marca o dente de referência. Este dente de referência é o dente na posição axial que produz folga próxima de zero (±0,045 mm) quando posicionado em alinhamento com o centro de rotação da engrenagem helicoidal, com a distância entre centros ajustada para o valor nominal de projeto "a". O procedimento para ajustar a folga para zero é: (1) ajustar a distância entre centros da carcaça para o valor nominal "a"; (2) girar a engrenagem helicoidal até que o dente de referência com sulco em V esteja alinhado com o eixo de rotação da engrenagem; (3) travar a carcaça da engrenagem helicoidal ou o ajuste do rolamento nesta posição. Para aplicações que requerem folga ligeiramente positiva (para acomodar a expansão térmica ou para evitar o travamento do dente sob carga), desloque a engrenagem helicoidal axialmente em direção à extremidade mais fina pela quantidade calculada antes de travar.
⚑ Nota de serviço: À medida que o conjunto de engrenagens se desgasta em serviço e a folga aumenta, desloque o sem-fim axialmente em direção à extremidade mais grossa na quantidade necessária (calculada a partir da especificação da diferença de passo fornecida com cada conjunto). Esse reajuste restaura a folga original próxima de zero sem desmontar a caixa de engrenagens — na maioria dos projetos, a posição axial do eixo do sem-fim é ajustável por meio de uma tampa roscada ou um conjunto de calços. Recalibre o instrumento de medição de folga após cada ajuste para confirmar o valor restaurado antes de retornar a máquina ao serviço.
Aplicações — Onde o controle da folga é crítico para a segurança ou limita a precisão
Engrenagens helicoidais duplex são especificadas sempre que a folga for indesejada ou puder ser prejudicial: para manter o posicionamento de alta precisão repetido em ambas as direções, para evitar danos por impacto quando os flancos de contato se alternam e em acionamentos onde o erro de posicionamento se acumula ao longo do tempo. As aplicações típicas incluem mesas rotativas e basculantes, fresadoras e prensas. Os exemplos a seguir fornecem o contexto técnico para o requisito específico de folga de cada aplicação.
- ▶Mesas rotativas CNC de 4º e 5º eixos — A precisão de posicionamento angular da mesa rotativa de um centro de usinagem determina diretamente a precisão dimensional das características usinadas na peça. Uma folga de 0,1 mm em um raio de passo de 150 mm se traduz em 2,3 minutos de arco de erro de posição, o que produz um degrau visível na superfície usinada quando a mesa inverte a direção para um passe de acabamento. Um acionamento por parafuso sem-fim duplo ajustado para uma folga de ±0,045 mm no círculo primitivo da engrenagem sem-fim se traduz em aproximadamente 0,2–0,5 minutos de arco de erro de posição — abaixo do limite para defeitos visíveis na peça em taxas de avanço de usinagem padrão.
- ▶Avanços da mesa da fresadora de precisão — Os acionamentos de avanço da mesa em fresadoras de bancada utilizam engrenagens helicoidais para a redução final do avanço transversal e longitudinal. A folga no avanço da mesa se manifesta como uma "pausa" quando a direção do avanço se inverte — a mesa não se move por uma distância igual à folga e, em seguida, repentinamente recupera o movimento. Isso produz uma área plana ou um degrau no perfil usinado a cada inversão de direção. Os acionamentos helicoidais duplex mantêm um movimento de avanço consistente em ambas as direções, permitindo a usinagem de contornos bidirecionais sem as correções de inversão de avanço necessárias para compensar a folga em acionamentos helicoidais padrão.
- ▶Prensas mecânicas e equipamentos de conformação — Os mecanismos de posicionamento do pistão em prensas de estampagem e conformação de precisão devem retornar o pistão a uma posição de referência exata (tipicamente dentro de ±0,02 mm) a cada curso para manter a geometria consistente da peça ao longo de uma produção. A folga no mecanismo faz com que a posição do pistão seja indeterminada no momento da reversão — o pistão pode parar em qualquer posição dentro da faixa de folga. Ao longo de uma produção de milhares de cursos, isso produz variação dimensional que degrada a qualidade da peça e pode causar danos às ferramentas se o pistão entrar em contato com a matriz em um ângulo.
- ▶Mecanismos de ajuste de azimute/elevação para telescópios e antenas — Telescópios astronômicos e antenas de comunicação precisam rastrear continuamente a posição de um alvo, alternando entre fases de aceleração e desaceleração. A folga causa um "salto" no ângulo de apontamento a cada inversão — o mecanismo precisa acelerar através da folga antes que a carga volte a engatar. Esse salto é visível como uma breve perda de precisão no rastreamento, mensurável no codificador de posição. Para radiotelescópios e sistemas ópticos de alta resolução, esse erro degrada diretamente a qualidade do sinal da fonte rastreada.
- ▶Eixos da máquina de medição por coordenadas (MMC) — Os eixos rotativos e de inclinação das máquinas de medição por coordenadas (MMCs) devem posicionar a ponta da sonda com uma precisão de ±1–5 µm da posição comandada. No círculo primitivo da engrenagem sem-fim de um eixo rotativo típico de MMC, mesmo uma folga de ±0,045 mm na engrenagem sem-fim resulta em erro de posicionamento angular. Por esse motivo, os eixos rotativos das MMCs geralmente utilizam um acionamento por engrenagem sem-fim pré-carregado — o conjunto duplo ajustado além de zero folga, aplicando uma leve pré-carga — para eliminar completamente a zona morta da folga. A condição de pré-carga requer um ajuste cuidadoso para evitar atrito excessivo, o que degradaria a repetibilidade do posicionamento de outra forma.

Instalação de Produção
A fabricação de engrenagens helicoidais duplex exige um controle dimensional mais rigoroso do que a produção de engrenagens helicoidais padrão, pois a diferença de passo entre os flancos deve ser mantida dentro de uma tolerância mais restrita — qualquer erro na diferença de passo produz diretamente um erro na faixa de ajuste da folga. A Korea Ever-Power utiliza máquinas de retificação de engrenagens CNC de precisão dedicadas à retificação de roscas de engrenagens helicoidais duplex, com medição durante o processo para verificar a diferença de passo em múltiplas posições axiais antes que a engrenagem helicoidal seja liberada da operação de retificação.
 |
 |
 |
 |
Componentes relacionados

Conjuntos padrão de rosca sem-fim e engrenagem para acionamentos industriais gerais estão disponíveis, juntamente com configurações duplex para aplicações de precisão. Fechado redutor de engrenagem helicoidal de precisão carcaças com eixos sem-fim duplos e arranjos de rolamentos sem-fim ajustáveis, e o completo catálogo de componentes de acionamento por parafuso sem-fim, estão disponíveis no mesmo fornecedor. As especificações de diferença de terminais e as fichas técnicas de ajuste de folga são fornecidas com cada conjunto duplex.
Perguntas frequentes
O que acontece exatamente se o worm duplex for montado na orientação errada (setas não correspondentes)?
O parafuso sem-fim e a engrenagem são projetados para uma orientação relativa específica, pois a rosca é mais espessa em uma das extremidades. Se o parafuso sem-fim for invertido, a extremidade mais espessa da rosca fica em contato com os espaços entre os dentes, projetados para a extremidade mais fina — a distância entre os centros "a" dos eixos torna-se maior que o valor nominal de projeto. Na prática, isso significa que a carcaça não pode ser parafusada (se a interferência for grande) ou pode ser fechada, mas produz travamento e atrito excessivo na primeira rotação. Se forçada além desse travamento, os flancos dos dentes entram em contato em posições incorretas sob alta tensão, e danos aos dentes ocorrem imediatamente. As marcas de seta existem especificamente para evitar esse erro — verificá-las leva 30 segundos e evita a destruição imediata da engrenagem.
Quantas vezes o acionamento pode ser reajustado antes que o parafuso sem-fim precise ser substituído?
Em princípio, o acionamento pode ser reajustado indefinidamente, desde que as faces dos dentes da rosca sem-fim e das engrenagens mantenham espessura e qualidade de superfície adequadas. A rosca sem-fim possui uma faixa de ajuste útil finita — a distância entre a extremidade mais fina e a mais grossa — que corresponde a uma quantidade específica de desgaste acumulado na face do dente da engrenagem. Uma vez que a rosca sem-fim tenha sido deslocada para sua posição de ajuste máximo e a folga ainda esteja fora da especificação, os dentes da engrenagem desgastaram-se além do limite de projeto e o conjunto deve ser substituído. Na prática, para um acionamento corretamente lubrificado e operando dentro da carga nominal, um conjunto de rosca sem-fim dupla pode ser reajustado de 3 a 6 vezes durante sua vida útil antes da substituição, multiplicando efetivamente a vida útil em comparação com um conjunto de rosca sem-fim padrão por um fator de 3 a 6.
Um conjunto de worms duplex é intercambiável com um conjunto de worms padrão do mesmo módulo?
Não — uma engrenagem helicoidal dupla não pode ser usada com uma engrenagem helicoidal padrão, e uma engrenagem helicoidal padrão não pode ser usada com uma engrenagem helicoidal dupla. Os perfis dos dentes da engrenagem na parte frontal e traseira diferem em um conjunto duplo; usar a engrenagem helicoidal errada produz contato incorreto em um dos lados e nenhum contato no outro. A distância entre centros, o módulo e o ângulo de pressão são nominalmente os mesmos entre as versões dupla e padrão, mas a engrenagem helicoidal e a engrenagem helicoidal devem sempre ser usadas como pares combinados do mesmo projeto duplo.
É possível ajustar o inversor duplex para além de folga zero, entrando na fase de pré-carga?
Sim — deslocar o parafuso sem-fim axialmente mais em direção à extremidade mais espessa, além da posição de folga zero, cria uma pequena quantidade de pré-carga (folga negativa). Os acionamentos por parafuso sem-fim com pré-carga eliminam completamente a zona morta da folga e são usados em eixos rotativos de máquinas de medição por coordenadas (MMC) e em estágios de posicionamento de alta precisão. No entanto, a pré-carga aumenta o atrito na engrenagem, o que eleva o consumo de energia e gera mais calor, além de acelerar significativamente o desgaste dos dentes, pois a película de óleo fica mais fina sob compressão constante. Para a maioria das aplicações, ajustar a folga para ±0,045 mm em vez de pré-carga total representa o melhor equilíbrio entre precisão de posicionamento e vida útil.
Qual a classe de precisão disponível para conjuntos de engrenagens helicoidais duplex?
As engrenagens helicoidais duplex são fabricadas de acordo com as classes de precisão DIN de DIN6 a DIN9. Para aplicações em mesas rotativas e fresadoras, a especificação padrão é DIN6 (erro de passo de dente único de ±8–12 segundos de arco em M5). Para aplicações em telescópios e máquinas de medição por coordenadas (CMM), a especificação DIN5 está disponível sob encomenda, com prazo de entrega estendido devido às operações adicionais de retificação e verificação necessárias. Entre em contato conosco informando sua necessidade de precisão de posicionamento angular, módulo e número de dentes da engrenagem — recomendaremos a classe DIN apropriada e forneceremos um orçamento e prazo de entrega para sua configuração específica.
Avaliações de clientes
Kim Hyun-jae — Engenheiro de Aplicação CNC, Seoul Machine Tool Co. (4º trimestre de 2025)
Precisávamos de um acionamento por parafuso sem-fim sem folga para uma atualização de mesa rotativa de precisão em um centro de usinagem de cinco eixos. O conjunto duplex da Korea Ever-Power — classe DIN6 M5, Z60, roda de bronze estanhado — atendeu às nossas necessidades. A repetibilidade angular, medida com uma sonda Renishaw AxiSet, apresentou ±9 segundos de arco bidirecional. Após 6 meses de operação contínua de contorno bidirecional, a folga medida foi de 0,038 mm — ainda dentro da especificação de ±0,045 mm, sem qualquer ajuste. A Korea Ever-Power forneceu a especificação da diferença de passo e o procedimento de ajuste da folga juntamente com o conjunto, informações necessárias para a documentação de integração da máquina feita pela nossa equipe de aplicação.
Park Jin-woo — Engenheiro de Projetos, Gyeonggi Precision Equipment (1º trimestre de 2026)
Avaliamos acionamentos por parafuso sem-fim duplex em comparação com fusos de esferas pré-carregados para um eixo de posicionamento de prensa de precisão. O parafuso sem-fim duplex se destacou em três critérios: capacidade de carga sob a carga de prensa excêntrica, segurança de travamento automático em caso de queda de pressão hidráulica e custo de instalação. A equipe de engenharia da Korea Ever-Power forneceu a especificação da diferença de passo e um exemplo prático para o ajuste da posição axial do parafuso sem-fim para nossa folga alvo específica de 0,030 mm. A montagem foi simples — as marcas de seta são claramente visíveis e o dente de referência com ranhura em V é fácil de identificar. O primeiro lote de produção foi entregue em 24 dias.
Choi Dong-jun — Comprador Técnico, Incheon Measurement Systems (Início de 2026)
Conjuntos duplex fornecidos para o eixo rotativo de uma máquina de medição por coordenadas. A folga próxima de zero é crucial para a precisão da inversão do percurso de varredura — não podemos usar a compensação de folga no controlador da CMM porque o feedback do encoder é muito lento para capturar a zona morta na velocidade da nossa sonda. A Korea Ever-Power forneceu os dados de posição de referência da ranhura em V e o procedimento de verificação da folga juntamente com o envio. Todos os três conjuntos de amostra apresentaram folga de 0,041–0,046 mm na distância nominal entre centros especificada — consistente com a especificação de ±0,045 mm. A entrega foi realizada em 23 dias após a confirmação do pedido de compra.
Oh Sung-woo — Engenheiro de Acionamento de Telescópio, Equipamentos do Observatório de Busan (3º trimestre de 2025)
Utilizamos engrenagens helicoidais duplex para o eixo azimutal em telescópios portáteis de nível de pesquisa. O requisito fundamental é que a engrenagem deve rastrear continuamente em uma direção por horas sem inversão, e então retornar e retomar o rastreamento — a folga de inversão não deve fazer com que o alvo saia do campo de visão no momento da mudança de direção. Com a engrenagem duplex ajustada para uma folga de 0,040 mm em nossa roda M6 Z80 (raio primitivo de 240 mm), o salto angular na inversão é de 0,57 minutos de arco — abaixo do nosso limite de 1 minuto de arco. A Korea Ever-Power foi a única fornecedora que compreendeu a aplicação e pôde especificar a diferença de avanço correta para o nosso módulo e distância entre centros sem exigir uma taxa de estudo de engenharia.
Embalagem e envio

Cada conjunto duplex casado é embalado individualmente em papel anticorrosivo e selado em um saco de polietileno. A folha de especificações da diferença de passo e a folha de dados de ajuste de folga estão incluídas em cada conjunto. Embalagem externa em caixa de papelão rígida ou caixa de madeira, dependendo da quantidade. Entrega internacional por DHL, FedEx, TNT ou UPS. Pagamento: T/T ou L/C antes do envio.
Informações adicionais
| Editor | Cxm |
|---|
Produtos relacionados
-

Engrenagem helicoidal e sem-fim em aço liga para peças automotivas
-

Conjunto de engrenagens helicoidais personalizadas | OEM/ODM, relação de 20:1 a 300:1, ampla gama de materiais e tipos de engrenagem
-

Engrenagem helicoidal em aço inoxidável para CNC | ANSI/DIN, Módulo 1–3, Dureza 55–60 HRC
-

Roda sem-fim cilíndrica | Contato linear, alta capacidade de carga, bronze e ferro fundido
-

Roda helicoidal de latão | M0.5, conjunto combinado de 20 dentes x 1 dente
-

Engrenagem helicoidal | Módulo M3–M12, Relação 20:1–300:1, Transmissão por contato linear
-

Engrenagem helicoidal de plástico | POM e nylon, módulo M0.2–M2.0, acionamento autolubrificante

























